


You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
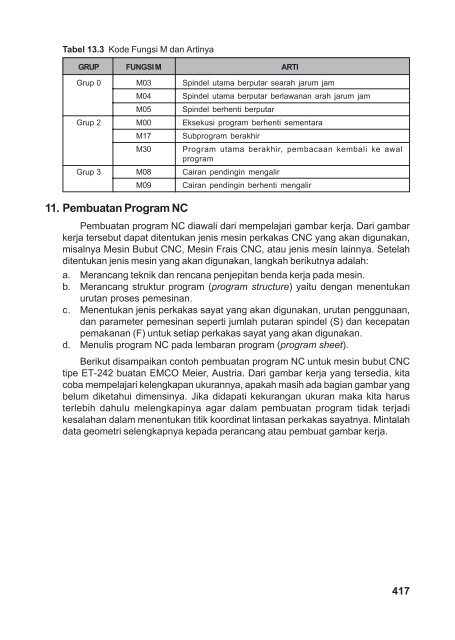
Tabel 13.3 Kode Fungsi M dan Artinya<br />
GRUP FUNGSI M ARTI<br />
Grup 0 M03 Spindel utama berputar searah jarum jam<br />
M04 Spindel utama berputar berlawanan arah jarum jam<br />
M05 Spindel berhenti berputar<br />
Grup 2 M00 Eksekusi program berhenti sementara<br />
M17 Subprogram berakhir<br />
M30 Program utama berakhir, pembacaan kembali ke awal<br />
program<br />
Grup 3 M08 Cairan pendingin mengalir<br />
M09 Cairan pendingin berhenti mengalir<br />
11. Pembuatan Program NC<br />
Pembuatan program NC diawali dari mempelajari gambar kerja. Dari gambar<br />
kerja tersebut dapat ditentukan jenis mesin perkakas CNC yang akan digunakan,<br />
misalnya <strong>Mesin</strong> Bubut CNC, <strong>Mesin</strong> Frais CNC, atau jenis mesin lainnya. Setelah<br />
ditentukan jenis mesin yang akan digunakan, langkah berikutnya adalah:<br />
a. Merancang teknik dan rencana penjepitan benda kerja pada mesin.<br />
b. Merancang struktur program (program structure) yaitu dengan menentukan<br />
urutan proses pemesinan.<br />
c. Menentukan jenis perkakas sayat yang akan digunakan, urutan penggunaan,<br />
dan parameter pemesinan seperti jumlah putaran spindel (S) dan kecepatan<br />
pemakanan (F) untuk setiap perkakas sayat yang akan digunakan.<br />
d. Menulis program NC pada lembaran program (program sheet).<br />
Berikut disampaikan contoh pembuatan program NC untuk mesin bubut CNC<br />
tipe ET-242 buatan EMCO Meier, Austria. Dari gambar kerja yang tersedia, kita<br />
coba mempelajari kelengkapan ukurannya, apakah masih ada bagian gambar yang<br />
belum diketahui dimensinya. Jika didapati kekurangan ukuran maka kita harus<br />
terlebih dahulu melengkapinya agar dalam pembuatan program tidak terjadi<br />
kesalahan dalam menentukan titik koordinat lintasan perkakas sayatnya. Mintalah<br />
data geometri selengkapnya kepada perancang atau pembuat gambar kerja.<br />
417














