exjobb_henrik_nydahl - Lunds Tekniska Högskola
exjobb_henrik_nydahl - Lunds Tekniska Högskola
exjobb_henrik_nydahl - Lunds Tekniska Högskola

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
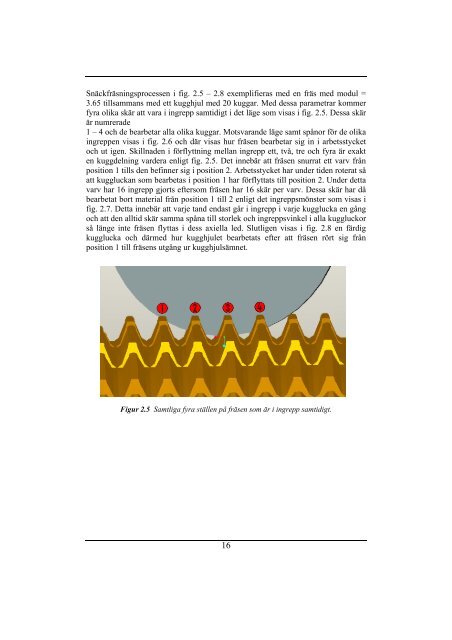
Snäckfräsningsprocessen i fig. 2.5 – 2.8 exemplifieras med en fräs med modul =3.65 tillsammans med ett kugghjul med 20 kuggar. Med dessa parametrar kommerfyra olika skär att vara i ingrepp samtidigt i det läge som visas i fig. 2.5. Dessa skärär numrerade1 – 4 och de bearbetar alla olika kuggar. Motsvarande läge samt spånor för de olikaingreppen visas i fig. 2.6 och där visas hur fräsen bearbetar sig in i arbetsstycketoch ut igen. Skillnaden i förflyttning mellan ingrepp ett, två, tre och fyra är exakten kuggdelning vardera enligt fig. 2.5. Det innebär att fräsen snurrat ett varv frånposition 1 tills den befinner sig i position 2. Arbetsstycket har under tiden roterat såatt kuggluckan som bearbetas i position 1 har förflyttats till position 2. Under dettavarv har 16 ingrepp gjorts eftersom fräsen har 16 skär per varv. Dessa skär har dåbearbetat bort material från position 1 till 2 enligt det ingreppsmönster som visas ifig. 2.7. Detta innebär att varje tand endast går i ingrepp i varje kugglucka en gångoch att den alltid skär samma spåna till storlek och ingreppsvinkel i alla kuggluckorså länge inte fräsen flyttas i dess axiella led. Slutligen visas i fig. 2.8 en färdigkugglucka och därmed hur kugghjulet bearbetats efter att fräsen rört sig frånposition 1 till fräsens utgång ur kugghjulsämnet.Figur 2.5 Samtliga fyra ställen på fräsen som är i ingrepp samtidigt.16