exjobb_henrik_nydahl - Lunds Tekniska Högskola
exjobb_henrik_nydahl - Lunds Tekniska Högskola
exjobb_henrik_nydahl - Lunds Tekniska Högskola

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
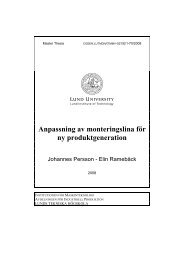
0.450.40.35h1 medel gängtal = 2h1 max gängtal = 2h1 medel gängtal = 1h1 max gängtal = 1spåntjocklek h1 (mm)0.30.250.20.150.10.050-20 -15 -10 -5 0 5 10 15 20ingreppsvinkel (grader)Figur 5.12 Största spåntjocklek och medelspåntjocklek vid en och två gängor på fräsen.10Gängtal = 110Gängtal = 28866442200-2-2-4-4-6-6-8-8-10-10-10 -8 -6 -4 -2 0 2 4 6 8 10 -10 -8 -6 -4 -2 0 2 4 6 8 10Figur 5.13 Fräsens rörelse vid olika gängtal.5.8 Spåntjocklek vid olika matningarMatningen som definieras avsnitt 3.5 har en stor inverkan på bearbetningen av ettkugghjul. Ökad matning innebär att materialet som ska fräsas bort kommer attavverkas i ett färre antal passager av kuggluckan. Detta innebär att mer materialska avverkas i varje passage. Området då fräsen kommer att vara i ingreppdefinierat av α kommer då att öka lite se fig. 5.14. där en fördubbling av matningen58