exjobb_henrik_nydahl - Lunds Tekniska Högskola
exjobb_henrik_nydahl - Lunds Tekniska Högskola
exjobb_henrik_nydahl - Lunds Tekniska Högskola

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
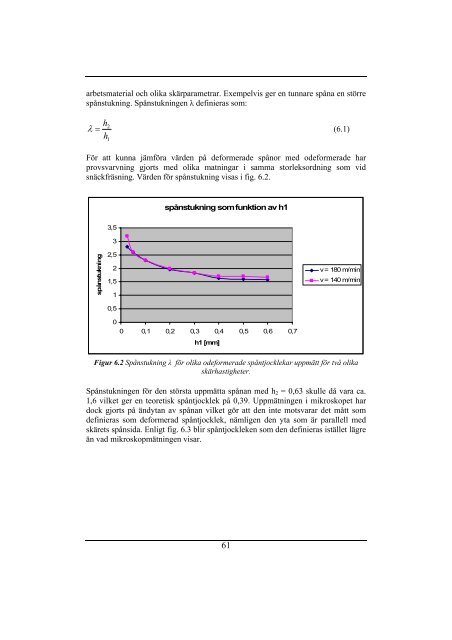
arbetsmaterial och olika skärparametrar. Exempelvis ger en tunnare spåna en störrespånstukning. Spånstukningen λ definieras som:h=h2λ (6.1)1För att kunna jämföra värden på deformerade spånor med odeformerade harprovsvarvning gjorts med olika matningar i samma storleksordning som vidsnäckfräsning. Värden för spånstukning visas i fig. 6.2.spånstukning som funktion av h13,53spånstukning2,521,510,500 0,1 0,2 0,3 0,4 0,5 0,6 0,7h1 [mm]v = 180 m/minv = 140 m/minFigur 6.2 Spånstukning λ för olika odeformerade spåntjocklekar uppmätt för två olikaskärhastigheter.Spånstukningen för den största uppmätta spånan med h 2 = 0,63 skulle då vara ca.1,6 vilket ger en teoretisk spåntjocklek på 0,39. Uppmätningen i mikroskopet hardock gjorts på ändytan av spånan vilket gör att den inte motsvarar det mått somdefinieras som deformerad spåntjocklek, nämligen den yta som är parallell medskärets spånsida. Enligt fig. 6.3 blir spåntjockleken som den definieras istället lägreän vad mikroskopmätningen visar.61