dokument s pÅÃklady bez odkazovaných souborů (PDF) - VUT UST
dokument s pÅÃklady bez odkazovaných souborů (PDF) - VUT UST
dokument s pÅÃklady bez odkazovaných souborů (PDF) - VUT UST

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
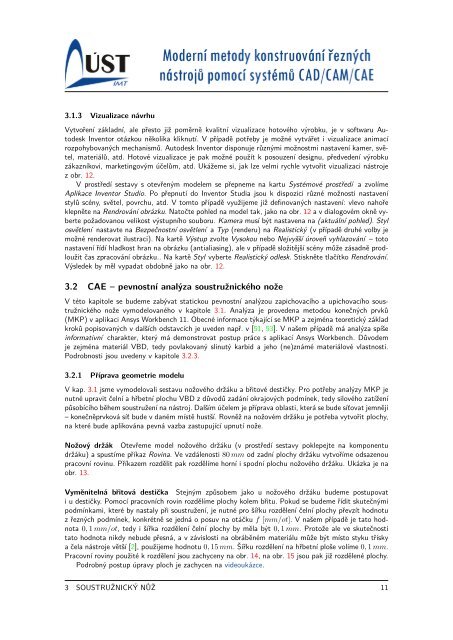
3.1.3 Vizualizace návrhu<br />
Vytvoření základní, ale přesto již poměrně kvalitní vizualizace hotového výrobku, je v softwaru Autodesk<br />
Inventor otázkou několika kliknutí. V případě potřeby je možné vytvářet i vizualizace animací<br />
rozpohybovaných mechanismů. Autodesk Inventor disponuje různými možnostmi nastavení kamer, světel,<br />
materiálů, atd. Hotové vizualizace je pak možné použít k posouzení designu, předvedení výrobku<br />
zákazníkovi, marketingovým účelům, atd. Ukážeme si, jak lze velmi rychle vytvořit vizualizaci nástroje<br />
z obr. 12.<br />
V prostředí sestavy s otevřeným modelem se přepneme na kartu Systémové prostředí a zvolíme<br />
Aplikace Inventor Studio. Po přepnutí do Inventor Studia jsou k dispozici různé možnosti nastavení<br />
stylů scény, světel, povrchu, atd. V tomto případě využijeme již definovaných nastavení: vlevo nahoře<br />
klepněte na Rendrování obrázku. Natočte pohled na model tak, jako na obr. 12 a v dialogovém okně vyberte<br />
požadovanou velikost výstupního souboru. Kamera musí být nastavena na (aktuální pohled). Styl<br />
osvětlení nastavte na Bezpečnostní osvětlení a Typ (renderu) na Realistický (v případě druhé volby je<br />
možné renderovat ilustraci). Na kartě Výstup zvolte Vysokou nebo Nejvyšší úroveň vyhlazování – toto<br />
nastavení řídí hladkost hran na obrázku (antialiasing), ale v případě složitější scény může zásadně prodloužit<br />
čas zpracování obrázku.. Na kartě Styl vyberte Realistický odlesk. Stiskněte tlačítko Rendrování.<br />
Výsledek by měl vypadat obdobně jako na obr. 12.<br />
3.2 CAE – pevnostní analýza soustružnického nože<br />
V této kapitole se budeme zabývat statickou pevnostní analýzou zapichovacího a upichovacího soustružnického<br />
nože vymodelovaného v kapitole 3.1. Analýza je provedena metodou konečných prvků<br />
(MKP) v aplikaci Ansys Workbench 11. Obecné informace týkající se MKP a zejména teoretický základ<br />
kroků popisovaných v dalších odstavcích je uveden např. v [51, 53]. V našem případě má analýza spíše<br />
informativní charakter, který má demonstrovat postup práce s aplikací Ansys Workbench. Důvodem<br />
je zejména materiál VBD, tedy povlakovaný slinutý karbid a jeho (ne)známé materiálové vlastnosti.<br />
Podrobnosti jsou uvedeny v kapitole 3.2.3.<br />
3.2.1 Příprava geometrie modelu<br />
V kap. 3.1 jsme vymodelovali sestavu nožového držáku a břitové destičky. Pro potřeby analýzy MKP je<br />
nutné upravit čelní a hřbetní plochu VBD z důvodů zadání okrajových podmínek, tedy silového zatížení<br />
působícího během soustružení na nástroj. Dalším účelem je příprava oblasti, která se bude síťovat jemněji<br />
– konečněprvková síť bude v daném místě hustší. Rovněž na nožovém držáku je potřeba vytvořit plochy,<br />
na které bude aplikována pevná vazba zastupující upnutí nože.<br />
Nožový držák Otevřeme model nožového držáku (v prostředí sestavy poklepejte na komponentu<br />
držáku) a spustíme příkaz Rovina. Ve vzdálenosti 80 mm od zadní plochy držáku vytvoříme odsazenou<br />
pracovní rovinu. Příkazem rozdělit pak rozdělíme horní i spodní plochu nožového držáku. Ukázka je na<br />
obr. 13.<br />
Vyměnitelná břitová destička Stejným způsobem jako u nožového držáku budeme postupovat<br />
i u destičky. Pomocí pracovních rovin rozdělíme plochy kolem břitu. Pokud se budeme řídit skutečnými<br />
podmínkami, které by nastaly při soustružení, je nutné pro šířku rozdělení čelní plochy převzít hodnotu<br />
z řezných podmínek, konkrétně se jedná o posuv na otáčku f [mm/ot]. V našem případě je tato hodnota<br />
0, 1 mm/ot, tedy i šířka rozdělení čelní plochy by měla být 0, 1 mm. Protože ale ve skutečnosti<br />
tato hodnota nikdy nebude přesná, a v závislosti na obráběném materiálu může být místo styku třísky<br />
a čela nástroje větší [2], použijeme hodnotu 0, 15 mm. Šířku rozdělení na hřbetní ploše volíme 0, 1 mm.<br />
Pracovní roviny použité k rozdělení jsou zachyceny na obr. 14, na obr. 15 jsou pak již rozdělené plochy.<br />
Podrobný postup úpravy ploch je zachycen na videoukázce.<br />
3 SO<strong>UST</strong>RUŽNICKÝ NŮŽ 11