dokument s pÅÃklady bez odkazovaných souborů (PDF) - VUT UST
dokument s pÅÃklady bez odkazovaných souborů (PDF) - VUT UST
dokument s pÅÃklady bez odkazovaných souborů (PDF) - VUT UST

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
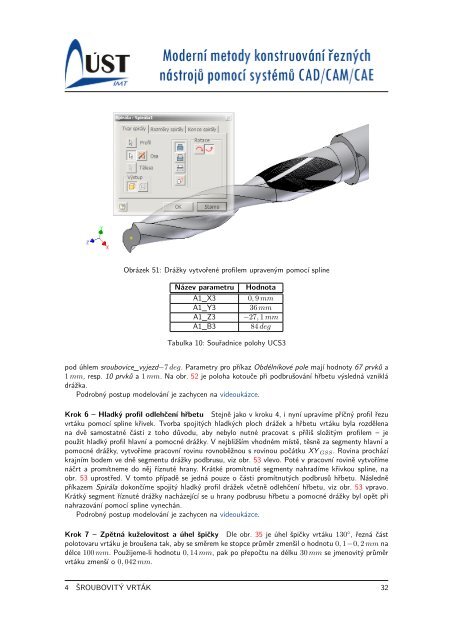
Obrázek 51: Drážky vytvořené profilem upraveným pomocí spline<br />
Název parametru<br />
A1_X3<br />
A1_Y3<br />
A1_Z3<br />
A1_B3<br />
Hodnota<br />
0, 9 mm<br />
36 mm<br />
−27, 1 mm<br />
84 deg<br />
Tabulka 10: Souřadnice polohy UCS3<br />
pod úhlem sroubovice_vyjezd−7 deg. Parametry pro příkaz Obdélníkové pole mají hodnoty 67 prvků a<br />
1 mm, resp. 10 prvků a 1 mm. Na obr. 52 je poloha kotouče při podbrušování hřbetu výsledná vzniklá<br />
drážka.<br />
Podrobný postup modelování je zachycen na videoukázce.<br />
Krok 6 – Hladký profil odlehčení hřbetu Stejně jako v kroku 4, i nyní upravíme příčný profil řezu<br />
vrtáku pomocí spline křivek. Tvorba spojitých hladkých ploch drážek a hřbetu vrtáku byla rozdělena<br />
na dvě samostatné části z toho důvodu, aby nebylo nutné pracovat s příliš složitým profilem – je<br />
použit hladký profil hlavní a pomocné drážky. V nejbližším vhodném místě, těsně za segmenty hlavní a<br />
pomocné drážky, vytvoříme pracovní rovinu rovnoběžnou s rovinou počátku XY GSS . Rovina prochází<br />
krajním bodem ve dně segmentu drážky podbrusu, viz obr. 53 vlevo. Poté v pracovní rovině vytvoříme<br />
náčrt a promítneme do něj říznuté hrany. Krátké promítnuté segmenty nahradíme křivkou spline, na<br />
obr. 53 uprostřed. V tomto případě se jedná pouze o části promítnutých podbrusů hřbetu. Následně<br />
příkazem Spirála dokončíme spojitý hladký profil drážek včetně odlehčení hřbetu, viz obr. 53 vpravo.<br />
Krátký segment říznuté drážky nacházející se u hrany podbrusu hřbetu a pomocné drážky byl opět při<br />
nahrazování pomocí spline vynechán.<br />
Podrobný postup modelování je zachycen na videoukázce.<br />
Krok 7 – Zpětná kuželovitost a úhel špičky Dle obr. 35 je úhel špičky vrtáku 130 ∘ , řezná část<br />
polotovaru vrtáku je broušena tak, aby se směrem ke stopce průměr zmenšil o hodnotu 0, 1−0, 2 mm na<br />
délce 100 mm. Použijeme-li hodnotu 0, 14 mm, pak po přepočtu na délku 30 mm se jmenovitý průměr<br />
vrtáku zmenší o 0, 042 mm.<br />
4 ŠROUBOVITÝ VRTÁK 32