dokument s pÅÃklady bez odkazovaných souborů (PDF) - VUT UST
dokument s pÅÃklady bez odkazovaných souborů (PDF) - VUT UST
dokument s pÅÃklady bez odkazovaných souborů (PDF) - VUT UST

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
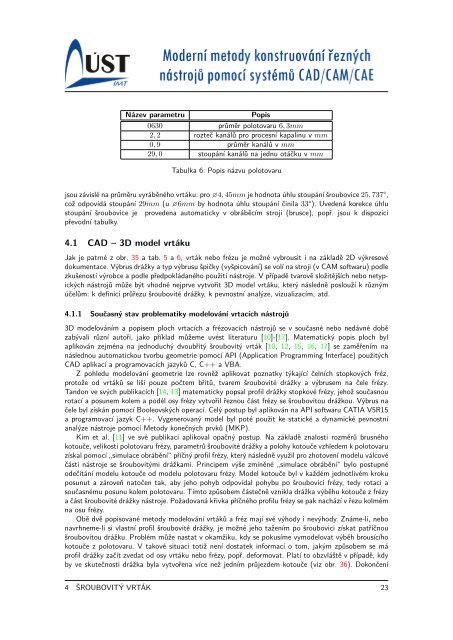
Název parametru<br />
Popis<br />
0630 průměr polotovaru 6, 3mm<br />
2, 2 rozteč kanálů pro procesní kapalinu v mm<br />
0, 9 průměr kanálů v mm<br />
29, 0 stoupání kanálů na jednu otáčku v mm<br />
Tabulka 6: Popis názvu polotovaru<br />
jsou závislé na průměru vyráběného vrtáku: pro ⌀4, 45mm je hodnota úhlu stoupání šroubovice 25, 737°,<br />
což odpovídá stoupání 29mm (u ⌀6mm by hodnota úhlu stoupání činila 33°). Uvedená korekce úhlu<br />
stoupání šroubovice je provedena automaticky v obráběcím stroji (brusce), popř. jsou k dispozici<br />
převodní tabulky.<br />
4.1 CAD – 3D model vrtáku<br />
Jak je patrné z obr. 35 a tab. 5 a 6, vrták nebo frézu je možné vybrousit i na základě 2D výkresové<br />
<strong>dokument</strong>ace. Výbrus drážky a typ výbrusu špičky (vyšpicování) se volí na stroji (v CAM softwaru) podle<br />
zkušeností výrobce a podle předpokládaného použití nástroje. V případě tvarově složitějších nebo netypických<br />
nástrojů může být vhodné nejprve vytvořit 3D model vrtáku, který následně poslouží k různým<br />
účelům: k definici průřezu šroubovité drážky, k pevnostní analýze, vizualizacím, atd.<br />
4.1.1 Současný stav problematiky modelování vrtacích nástrojů<br />
3D modelováním a popisem ploch vrtacích a frézovacích nástrojů se v současné nebo nedávné době<br />
zabývali různí autoři, jako příklad můžeme uvést literaturu [10]-[17]. Matematický popis ploch byl<br />
aplikován zejména na jednoduchý dvoubřitý šroubovitý vrták [10, 12, 15, 16, 17] se zaměřením na<br />
následnou automatickou tvorbu geometrie pomocí API (Application Programming Interface) použitých<br />
CAD aplikací a programovacích jazyků C, C++ a VBA.<br />
Z pohledu modelování geometrie lze rovněž aplikovat poznatky týkající čelních stopkových fréz,<br />
protože od vrtáků se liší pouze počtem břitů, tvarem šroubovité drážky a výbrusem na čele frézy.<br />
Tandon ve svých publikacích [14, 13] matematicky popsal profil drážky stopkové frézy, jehož současnou<br />
rotací a posunem kolem a podél osy frézy vytvořil řeznou část frézy se šroubovitou drážkou. Výbrus na<br />
čele byl získán pomocí Booleovských operací. Celý postup byl aplikován na API softwaru CATIA V5R15<br />
a programovací jazyk C++. Vygenerovaný model byl poté použit ke statické a dynamické pevnostní<br />
analýze nástroje pomocí Metody konečných prvků (MKP).<br />
Kim et al. [11] ve své publikaci aplikoval opačný postup. Na základě znalosti rozměrů brusného<br />
kotouče, velikosti polotovaru frézy, parametrů šroubovité drážky a polohy kotouče vzhledem k polotovaru<br />
získal pomocí „simulace obrábění“ příčný profil frézy, který následně využil pro zhotovení modelu válcové<br />
části nástroje se šroubovitými drážkami. Principem výše zmíněné „simulace obrábění“ bylo postupné<br />
odečítání modelu kotouče od modelu polotovaru frézy. Model kotouče byl v každém jednotlivém kroku<br />
posunut a zároveň natočen tak, aby jeho pohyb odpovídal pohybu po šroubovici frézy, tedy rotaci a<br />
současnému posunu kolem polotovaru. Tímto způsobem částečně vznikla drážka výběhu kotouče z frézy<br />
a část šroubovité drážky nástroje. Požadovaná křivka příčného profilu frézy se pak nachází v řezu kolmém<br />
na osu frézy.<br />
Obě dvě popisované metody modelování vrtáků a fréz mají své výhody i nevýhody. Známe-li, nebo<br />
navrhneme-li si vlastní profil šroubovité drážky, je možné jeho tažením po šroubovici získat patřičnou<br />
šroubovitou drážku. Problém může nastat v okamžiku, kdy se pokusíme vymodelovat výběh brousícího<br />
kotouče z polotovaru. V takové situaci totiž není dostatek informací o tom, jakým způsobem se má<br />
profil drážky začít zvedat od osy vrtáku nebo frézy, popř. deformovat. Platí to obzvláště v případě, kdy<br />
by ve skutečnosti drážka byla vytvořena více než jedním průjezdem kotouče (viz obr. 36). Dokončení<br />
4 ŠROUBOVITÝ VRTÁK 23