5. Technologiefunktionen mit Servoantrieben - FB E+I: Home
5. Technologiefunktionen mit Servoantrieben - FB E+I: Home
5. Technologiefunktionen mit Servoantrieben - FB E+I: Home

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>5.</strong> <strong>Technologiefunktionen</strong> <strong>mit</strong> <strong>Servoantrieben</strong><br />
In der Fertigungstechnik werden viele Bearbeitungsmaschinen <strong>mit</strong> mehreren Antrieben<br />
ausgestattet. Das Maschinenkonzept ist dabei so ausgelegt, dass diese Antriebe in ihrem<br />
Bewegungsablauf Abhängigkeiten untereinander haben. Häufig wird beim Maschinenkonzept<br />
der winkelsynchrone Lauf mehrerer Achsen <strong>mit</strong> und ohne Übersetzungen gefordert.<br />
Ältere Bearbeitungsmaschinen und Sondermaschinen für Automatisierungsaufgaben folgen<br />
einem Maschinenkonzept, das eine zentrale Antriebswelle durch die ganze Maschine hindurch<br />
vorsieht, die Königswelle. Die Königswelle ist ein Maschinenelement. Sie hat an einem Ende<br />
oder an beiden Enden Kegel- oder Kronenräder, so dass eine Drehbewegung in andere<br />
Richtungen übertragen werden kann. Ferner bezeichnet eine Königswelle auch die zentrale<br />
Antriebswelle einer Maschine, die eine Drehbewegung von einem zentralen Antrieb an andere<br />
Stellen der Maschine überträgt, auch wenn sich dabei die Richtung der Kraftübertragung nicht<br />
ändert. Durch mehrere Abtriebe entlang dieser Königswelle werden verschiedene Aggregate<br />
angetrieben. Insbesondere bei Automatisierungsmaschinen werden an diesen Abtrieben<br />
spezielle Getriebe, wie Kurvengetriebe angebaut, welche die für die jeweilige Aufgabe<br />
benötigte Einzelbewegung erzeugen. Eine Eigenschaft dieses Maschinenkonzeptes ist, dass<br />
alle Bewegungen und Aggregate fest gekoppelt <strong>mit</strong> dem Hauptantrieb laufen. Dies bedeutet,<br />
dass für jede Winkelstellung der Königswelle beschrieben ist, in welcher Stellung die<br />
Bewegungen und Aggregate stehen. Konstruktiv ist eine Maschine <strong>mit</strong> Königswelle eine<br />
besondere Herausforderung, weil viele kinematische Randbedingungen beachtet werden<br />
müssen. Auch die Montage der Maschine selbst erfordert besondere Kenntnisse, weil hierfür<br />
gewöhnlich viele zeitraubende Einstell- und Abstimmaufgaben anfallen.<br />
Daher sind Automatisierungsmaschinen nach diesem Maschinenkonzept auch wenig flexibel,<br />
da Änderungen in der Fertigung <strong>mit</strong> Änderungen der Abtriebe an der Königswelle einhergehen.<br />
Mehrspindel-Drehautomaten sind ein klassischer Einsatzfall solcher Antriebe. Auf<br />
ihnen werden z.B. die Großserien von Drehteilen für die Massenproduktion hergestellt.<br />
Die Verwendung der Königswelle in Verbindung <strong>mit</strong> mehreren Abtrieben wurde daher fast<br />
vollständig durch die CNC-Technik in Verbindung <strong>mit</strong> Schritt- oder Servomotoren ersetzt.<br />
Bei Maschinen, wo jedes Aggregat <strong>mit</strong> einem eigenen Antrieb ausgestattet ist, sind die<br />
Bewegungen nicht mechanisch gekoppelt, sondern werden meist durch eine speicherprogrammierbare<br />
elektronische Steuerungen (SPS) koordiniert. Dadurch werden diese<br />
Maschinen in ihrer Verwendung flexibler, und viele Einstell- und Abstimmaufgaben werden<br />
einfacher.<br />
Moderne Servoregler weisen ein vollständig digitales Regelkonzept zum Betrieb von<br />
Synchron- und Asynchronmotoren auf. Sie ermöglichen Momenten-, Drehzahl- und Lageregelung<br />
in einer Regelzykluszeit von weniger als 100 µs. Als Rückführsysteme können<br />
Encoder, Resolver oder SinCos-Geber angeschlossen werden. Abhängig vom verwendeten<br />
Rückführsystem kann die Position auf weniger als 30 Bogensekunden genau bestimmt werden.<br />
Zur Kommunikation zwischen den Servo-Reglern stehen der Leitfrequenzeingang und<br />
Leitfrequenzausgang sowie der CAN-Systembus, der auch für allgemeine Kommunikationsaufgaben<br />
genutzt wird, zur Verfügung. Digitale und analoge Ein- und Ausgänge sowie<br />
Schnittstellen für alle gängigen Feldbussysteme und das Ethernet können für die Einbindung<br />
in das jeweilige Automatisierungskonzept genutzt werden. Komfortable und schnelle<br />
Inbetriebnahme erlaubt die Bediensoftware <strong>mit</strong> vorbereiteten Datensätzen für Motoren und<br />
einfache Anwendungen sowie Datenbank- und Oszilloskopfunktion. Die integrierte SPS kann<br />
für antriebsnahe und reaktionsschnelle Logik-Funktionen genutzt werden. Optionale<br />
Anwendersoftware ermöglicht die Anwendung von komplexen <strong>Technologiefunktionen</strong>.<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 64
<strong>5.</strong>1 Technologiefunktion „Elektrische Welle“<br />
Bei vielen Automatisierungsaufgaben müssen mehrere Servoantriebe synchron zueinander<br />
oder in vorgegebenen Abhängigkeiten betrieben werden. Hierzu werden zwischen den<br />
einzelnen Servoreglern Synchronsignale über die Leitfrequenzein- und -ausgänge oder<br />
spezielle Synchrontelegramme über den Systembus (CAN) verwendet. Im Allgemeinen stellt<br />
ein Servoregler den Master dar – er bildet den sogenannten Leitantrieb – und die weiteren<br />
Servoregler stellen jeweils einen Slave dar. Es kann auch ein Slave für einen weiteren<br />
Servoregler wieder einen Master bilden (Master-Slave-Kaskade).<br />
Bei der Schienenstruktur erhalten alle Antriebe den gleichen Leitwert/Leitwinkel. Bei der<br />
Kaskadenstruktur erhält jeder Antrieb seinen eigenen Leitwert/Leitwinkel, der durch den<br />
vorgelagerten Antrieb gebildet oder nur aufbereitet wird.<br />
IN OUT<br />
Master<br />
Servoregler<br />
IN<br />
OUT<br />
IN<br />
OUT<br />
Slave Slave Slave<br />
Servoregler Servoregler Servoregler<br />
IN<br />
OUT<br />
Schienenstruktur eines<br />
Antriebsverbunds<br />
IN OUT<br />
Master<br />
Servoregler<br />
IN<br />
OUT<br />
IN<br />
OUT<br />
Slave Slave Slave<br />
Servoregler Servoregler Servoregler<br />
IN<br />
OUT<br />
Kaskadenstruktur eines<br />
Antriebsverbunds<br />
Das Verhalten des Antriebsverbundes ist abhängig von dem Wert, der im Master als Übertragungswert<br />
bereitgestellt wird. Die Leitwertübertragung führt zu einem deutlich ruhigeren<br />
Maschinenlauf, allerdings wirken sich Markenkorrekturen oder überlagerte Regelungen sowie<br />
Störgrößen des führenden Antriebs nicht auf den Verbund aus. Die Istwertübertragung führt zu<br />
einem unruhigeren Maschinenlauf. Markenkorrekturen, überlagerte Regelungen sowie Störgrößen<br />
des führenden Antriebs wirken sich auf den Verbund aus.<br />
Bei der Verwendung des Systembusses wird vorteilhaft auch der sogenannte virtuelle Master<br />
eingesetzt, bei dem die Servoregler für die zu synchronisierenden Antriebe alle als Slave am<br />
Systembus in Schienenstruktur betrieben werden. Für die Leitfrequenz wird üblich eine<br />
Motorumdrehung in 2 16 = 65536 Inkremente unterteilt, so dass eine Winkelgenauigkeit für<br />
den Gleichlauf von 20 Bogensekunden erreicht werden kann. Der Synchronlauf im Antriebsverbund<br />
„Elektrische Welle“ kann nur erreicht werden, wenn keiner dieser Servoantriebe an<br />
der Drehmomentbegrenzung M max , I max betrieben wird. Natürlich darf auch keiner dieser<br />
Antriebe seinen maximalen Wert der Drehzahl n max überschreiten. Der Synchronlauf wird <strong>mit</strong><br />
verschiedenen Funktionsbausteinen realisiert, die für die jeweilige Schnittstelle herstellerspezifisch<br />
zugeschnitten sind.<br />
Der Hochlaufgeber ist ein Funktionsbaustein, der die Motorwelle des Slave-Antriebs auf eine<br />
Leitfrequenz (Winkelvorgabe) synchronisiert. Dieser Antrieb führt danach einen winkelsynchronen<br />
Gleichlauf zur Leitfrequenz aus. Mit dem Profilgenerator werden dazu Rampen<br />
erzeugt, die den Winkelsollwert in seinen Zielpunkt führen. Die Aufsynchronisierung wird<br />
ausgelöst, wenn die Nullimpulse oder ein externer Impuls (Touch-Probe) empfangen werden.<br />
Einstellbar sind Differenz-Inkremente zwischen Touch-Probe und Start der Task. Für das<br />
Aufsynchronisieren sind die Hoch- und die Ablaufzeit, die maximale Drehzahl n max während<br />
des Synchronisiervorganges und ein Synchronisierfenster n syn , das die maximale Abweichung<br />
zwischen dem Sollwert der Leitfrequenz und dem Drehzahl-/Winkelsollwert des Antriebes<br />
überwacht, einstellbar. Das Synchronisierfenster n syn wird in Inkrementen vorgegeben;<br />
bei einem Inkrement wird die größte Genauigkeit <strong>mit</strong> 20 Bogensekunden erreicht. Sofern<br />
eine Ruckbegrenzung erforderlich ist, werden S-förmige Rampen verwendet (siehe Kap. <strong>5.</strong>2).<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 65
n Ma<br />
n Sl<br />
b syn<br />
1<br />
n syn<br />
t B<br />
2 3 4 5<br />
t K<br />
t V<br />
n soll<br />
1<br />
t 2<br />
n max<br />
n soll<br />
Drehzahl-Zeit-Diagramm der Aufsynchronisierung<br />
t<br />
t<br />
3<br />
4<br />
5<br />
Nullimpuls bzw.<br />
Touch-Probe<br />
Start der Task<br />
n max erreicht<br />
Verzögerung<br />
beginnt<br />
Synchronisierung<br />
erfolgt<br />
Wird während der Aufsynchronisierung die Drehzahl n soll geändert, so wird dieses berücksichtigt.<br />
Die graue Fläche beim Masterantrieb n Ma und die graue Fläche beim Slaveantrieb n Sl<br />
zwischen dem Zeitpunkt t 1 und dem Zeitpunkt t 5 sind gleich, sie entsprechen dem jeweiligen<br />
Winkelsollwert. Da bis zum Start der Task der Slaveantrieb stillsteht, kann die allgemeingültige<br />
Beziehung für die Aufsynchronisierung auch bei Drehzahländerung des Masterantriebs<br />
angegeben werden.<br />
t<br />
5<br />
<br />
t<br />
1<br />
t<br />
5<br />
<br />
n dt n dt<br />
(<strong>5.</strong>1)<br />
Ma<br />
t<br />
2<br />
Sl<br />
Unter Vernachlässigung der Ruckbegrenzung und bei konstanter Drehzahl n Ma des Masterantriebs<br />
während der Aufsynchronisierung kann aus den einstellbaren Größen – Differenzwinkel<br />
T zwischen Touch-Probe und Start der Task, maximale Drehzahl n max , Beschleunigungszeit<br />
t B und Verzögerungszeit t´V – die Zeit t K für die maximale Drehzahl berechnet<br />
werden. Die Einstellwerte für die Beschleunigungs- und Verzögerungszeit, die häufig gleich<br />
sind, beziehen sich immer auf die Drehzahlwerte 0 bis n max bzw. umgekehrt.<br />
T<br />
tV<br />
tB<br />
tV<br />
tB<br />
nMa<br />
nmax<br />
2<br />
2<br />
2<br />
nmax<br />
n<br />
t<br />
Ma<br />
K <br />
<br />
<strong>mit</strong> tV<br />
tV<br />
<br />
(<strong>5.</strong>2)<br />
n n<br />
n<br />
max<br />
Ma<br />
Wird eine Zeit t K < 0 nach Gl. <strong>5.</strong>2 berechnet, dann wird n max während der Aufsynchronisierung<br />
nicht erreicht. Bei sehr niedriger Drehzahl n Ma und einem größeren Differenzwinkel<br />
T kann die Aufsynchronisierung <strong>mit</strong> entgegengesetzter Drehzahl erfolgen. Gl. <strong>5.</strong>2 ist in<br />
beiden Fällen ungültig.<br />
Alle Antriebe, die in den Antriebsverbund eingebunden werden sollen, müssen zuvor in die<br />
Nullposition, auch Referenz genannt, gebracht werden. Dieses geschieht durch eine selbstständige<br />
Referenzfahrt oder ein manuelles Referenzsetzen bei stehendem Antrieb.<br />
Mit der Stop-Funktion kann prozessbedingt der Hochlaufgeber den Synchronisiervorgang<br />
unterbrechen. Wird diese Funktion zurückgesetzt, dann wird die Aufsynchronisierung fortgeführt.<br />
Die Aufsynchronisierung wird <strong>mit</strong> der Stop-Funktion zeitlich verlängert.<br />
max<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 66
n Ma<br />
n Sl<br />
n syn<br />
n soll<br />
1<br />
t 2<br />
n max<br />
n soll<br />
3<br />
Nullimpuls bzw.<br />
Touch-Probe<br />
Start der Task<br />
Stop gesetzt<br />
4<br />
Stop zurückgesetzt<br />
b stop<br />
t<br />
5<br />
Synchronisierung<br />
erfolgt<br />
t<br />
b syn<br />
1 2 3 4<br />
5<br />
t<br />
Drehzahl-Zeit-Diagramm der Aufsynchronisierung <strong>mit</strong> Stop-Funktion<br />
Soll ein Slave-Antrieb aus dem Antriebsverbund genommen werden, dann wird hierzu der<br />
Schnellhalt <strong>mit</strong> b QSP aktiviert. Der Slave-Antrieb wird <strong>mit</strong> der eingestellten Ablaufzeit für<br />
Schnellhalt stillgesetzt. Der erfasste Soll-Winkelwert wird gespeichert. Nach dem Zurücksetzen<br />
der Schnellhalt-Anforderung wird der Sollwinkel über den Profilgenerator angefahren.<br />
Die beiden grau hinterlegten Flächen müssen gleich sein, da<strong>mit</strong> nach erneut erfolgter<br />
Synchronisierung der winkelgetreue Gleichlauf gegeben ist.<br />
n Sl<br />
n max<br />
1<br />
n Ma<br />
2<br />
QSP gesetzt<br />
QSP zurückgesetzt<br />
b QSP<br />
t<br />
3<br />
Synchronisierung<br />
erfolgt<br />
t<br />
b syn<br />
t<br />
1 2<br />
3<br />
Drehzahl-Zeit-Diagramm <strong>mit</strong> Schnellhalt und erneuter Aufsynchronisierung<br />
Der Modus für die Synchronisierung kann gewählt werden:<br />
‣ ständige Synchronisierung <strong>mit</strong> Korrektur auf kürzestem Weg,<br />
‣ einmalige Synchronisierung <strong>mit</strong> Korrektur auf kürzestem Weg,<br />
‣ einmalige Synchronisierung, Winkelabweichung wird in Rechtsrichtung ausgeregelt,<br />
‣ einmalige Synchronisierung, Winkelabweichung wird in Linksrichtung ausgeregelt,<br />
‣ einmalige Synchronisierung, Winkelabweichung wird zwischen Soll- und Istimpuls er<strong>mit</strong>telt<br />
und aufgrund des Vorzeichens ausgeregelt.<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 67
Die Winkeldifferenz von synchronisierten Antrieben wird vom Profilgenerator bis zu maximal<br />
2 32 Inkrementen ( 32000 Umdrehungen) erfasst. Die Überwachung spricht an, wenn<br />
der eingestellte Grenzwert (Angabe in Inkrementen) überschritten wird. Außerdem können im<br />
Allgemeinen feste und drehzahlabhängige Offsetwerte eingestellt werden. Die festen<br />
Offsetwerte sind für eine Winkelverschiebung zwischen Master und Slave. Mit dem<br />
drehzahlabhängigen Offset kann die Reaktionszeit z. B. bei dem Sensor „Touch-Probe“<br />
kompensiert werden.<br />
In einem weiteren Funktionsbaustein wird noch die Leitfrequenz für den jeweiligen<br />
Antriebsregler aufbereitet. Hier können Werte für den Reck- und Getriebefaktor vorgegeben<br />
und eine Drehzahl- oder Winkeltrimmung vorgenommen werden. Die Reckwerte können<br />
Abzugseinheit<br />
(Leiteinheit)<br />
Reckeinheit 1 Reckeinheit 2<br />
v 1 v 2 v 3<br />
üblich während des<br />
laufenden Betriebs geändert<br />
werden.<br />
R<br />
Master<br />
Servoregler<br />
i 1 i 2 i 3<br />
M<br />
R M<br />
R M<br />
Leitfrequenz<br />
Slave<br />
Servoregler<br />
Leitfrequenz<br />
Slave<br />
Servoregler<br />
Drehzahlverhältnis-<br />
Gleichlauf für<br />
Endlosmaterial <strong>mit</strong><br />
Leitfrequenzkaskade<br />
(z. B.<br />
Drahtherstellung)<br />
<strong>5.</strong>2 Technologiefunktion „Positionieren“<br />
Häufig werden Servoantriebe für lineare Bewegungen von einem Punkt bis zu einem anderen<br />
Punkt verwendet. Die rotatorische Bewegung des Servomotors bzw. des Servogetriebemotors<br />
wird in der Lineareinheit in eine translatorische Bewegung umgesetzt. Das Positionieren<br />
beschreibt einen Bewegungsvorgang von einer Ausgangsposition zu einer Zielposition.<br />
Unterschieden wird zwischen dem absoluten Positioniervorgang, bei dem es einen festen<br />
Bezugspunkt gibt, und dem relativen Positioniervorgang, bei dem der jeweils aktuelle<br />
Ausgangspunkt der Bezugspunkt ist. Für den Positioniervorgang werden die Zielposition –<br />
der zu verfahrende Weg s – die maximale Geschwindigkeit für den Positioniervorgang v pos ,<br />
die Beschleunigung a B (positiver Wert) und die Verzögerung a V (negativer Wert) vorgegeben.<br />
Wird eine Ruckbegrenzung – S-förmige Rampen – gewünscht, so muss zusätzlich die Zeit t R<br />
(Ruckzeit) für den linearen Aufbau der pos. und neg. Beschleunigungen angegeben werden.<br />
Der Positionierer muss zwischen einem kurzen Weg s kurz , bei dem die maximale<br />
Geschwindigkeit für den Positioniervorgang v pos nicht erreicht wird, und einem langen Weg<br />
s lang , bei dem v pos erreicht wird, unterscheiden.<br />
s<br />
kurz<br />
2<br />
pos<br />
v 1 1 <br />
vpos<br />
tR<br />
<br />
slang<br />
2<br />
<br />
aB<br />
a<br />
<br />
(<strong>5.</strong>3)<br />
V <br />
Bei einem kurzen Weg kann das Fahrprofil aus dem Weg s, der Beschleunigung a B , der<br />
Verzögerung a V und der Ruckzeit t R berechnet werden. Die maximale Geschwindigkeit v max ,<br />
die kleiner als v pos ist, beträgt:<br />
v<br />
max<br />
2<br />
tR<br />
tR<br />
2s<br />
<br />
1 aB<br />
1 a<br />
<br />
v 1 aB<br />
1 a<br />
<br />
(<strong>5.</strong>4)<br />
v 1 aB<br />
1<br />
av<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 68
Das Fahrprofil bei einem kurzen Weg kann in 6 Bereiche eingeteilt werden. Die ersten drei<br />
Bereiche (B1, B2 und B3) beschreiben den Beschleunigungsvorgang, dem sofort der<br />
Verzögerungsvorgang (B4, B5 und B6) folgt. Ohne Ruckbegrenzung (t R =0) gelten im<br />
Zeitbereich t B0 <strong>mit</strong> konstanter Beschleunigung die Gleichungen für den Bereich B2 und im<br />
Zeitbereich t V0 <strong>mit</strong> konstanter Verzögerung die Gleichungen für den Bereich B<strong>5.</strong><br />
Gleichungen für die Beschleunigung a, die Geschwindigkeit v und den Weg s während des<br />
Beschleunigungsvorgangs (t zählt jeweils ab Bereichsanfang).<br />
B 2 :<br />
B 3 :<br />
a<br />
a<br />
s<br />
<br />
<br />
<br />
<br />
a<br />
a<br />
a<br />
B<br />
B<br />
B<br />
B<br />
<br />
R<br />
1<br />
<br />
<br />
t<br />
t<br />
R<br />
2<br />
<br />
t<br />
<br />
R t<br />
<br />
6<br />
<br />
<br />
<br />
R<br />
t<br />
2<br />
B<br />
v<br />
v<br />
<br />
<br />
<br />
2<br />
t<br />
<br />
B<br />
2<br />
a<br />
a<br />
B<br />
B<br />
B<br />
t<br />
<br />
t<br />
<br />
2 t<br />
t<br />
<br />
R<br />
<br />
2<br />
<br />
t<br />
<br />
<br />
<br />
t<br />
<br />
R<br />
t<br />
2<br />
t<br />
t<br />
2<br />
R<br />
2<br />
R<br />
B<br />
B<br />
t<br />
t <br />
2 t<br />
t<br />
t <br />
2<br />
t<br />
<br />
6 t<br />
Für die Verfahrzeiten t B und t V <strong>mit</strong> konstanter Beschleunigung a B bzw. Verzögerung a V gilt:<br />
vmax<br />
v<br />
t<br />
max<br />
B tR<br />
tV<br />
tR<br />
(<strong>5.</strong>6)<br />
a<br />
a<br />
a<br />
v<br />
s<br />
B1:<br />
a<br />
B<br />
B1<br />
t R<br />
a<br />
t<br />
t<br />
B2<br />
t<br />
v B0<br />
max0<br />
v max<br />
t B<br />
v<br />
a<br />
V<br />
B3 B4 B5 B6<br />
t R<br />
t R<br />
t V0<br />
t V<br />
Das Fahrprofil ist der zeitliche<br />
Verlauf der Geschwindigkeit v<br />
während eines Positioniervorganges.<br />
Durch die Ruckbegrenzung<br />
wird bei einem Positioniervorgang<br />
<strong>mit</strong> einem kurzen Weg<br />
die maximale Geschwindigkeit<br />
reduziert (v max < v max0 ). Gleichzeitig<br />
wird die gesamte Verfahrzeit<br />
durch die Ruckbegrenzung<br />
vergrößert.<br />
(t B0 + t V0 < 4 · t R + t B + t V )<br />
Bei sehr kurzen Verfahrwegen<br />
darf die Ruckzeit t R nicht zu<br />
groß gewählt werden, da die<br />
maximale Beschleunigung und<br />
die maximale Verzögerung<br />
während des Positioniervorgangs<br />
erreicht werden müssen.<br />
Fahrprofil v für einen Positioniervorgang<br />
<strong>mit</strong> kurzem Verfahrweg<br />
und gleichzeitiger<br />
Darstellung von Beschleunigung<br />
/Verzögerung a und Weg s<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 69<br />
t R<br />
2<br />
t<br />
t<br />
t<br />
2<br />
s<br />
s<br />
R<br />
<br />
<br />
<br />
<br />
<br />
3<br />
R<br />
a<br />
a<br />
B<br />
<br />
<br />
<br />
B<br />
3<br />
t<br />
<br />
6 t<br />
R<br />
2<br />
<br />
t<br />
<br />
R t<br />
<br />
6<br />
2<br />
t t<br />
<br />
2 2<br />
R<br />
<br />
<br />
(<strong>5.</strong>5)
Gleichungen für die Beschleunigung a, die Geschwindigkeit v und den Weg s während des<br />
Verzögerungsvorgangs (t zählt jeweils ab Bereichsanfang).<br />
2<br />
<br />
2 <br />
3<br />
t<br />
t<br />
<br />
t<br />
<br />
<br />
<br />
<br />
B<br />
t<br />
B4 : a aV<br />
v vmax<br />
aV<br />
s aB<br />
tR<br />
tB<br />
tR<br />
vmax<br />
t aV<br />
<br />
tR<br />
2 tR<br />
2 <br />
6 t<br />
t <br />
<br />
<br />
R<br />
B5 : a aV<br />
v vmax<br />
aV<br />
t<br />
2 <br />
B 6 : a<br />
s<br />
<br />
s a<br />
a<br />
B<br />
<br />
B<br />
a<br />
<br />
<br />
t<br />
<br />
R<br />
<br />
<br />
t<br />
<br />
V<br />
t<br />
Bei einem Positioniervorgang <strong>mit</strong> einem langen Verfahrweg s nach Gl. <strong>5.</strong>3 wird die maximale<br />
Geschwindigkeit für den Positioniervorgang v pos erreicht. Zwischen den Bereichen B3 und B4<br />
des Fahrprofils für den kurzen Verfahrweg wird zusätzlich ein Bereich <strong>mit</strong> a = 0 und konstanter<br />
Geschwindigkeit v pos eingefügt. Für das Verfahrprofil <strong>mit</strong> einem langen Verfahrweg<br />
müssen die Zeiten für die konstante Beschleunigungsphase t B , die konstante Verzögerungsphase<br />
t V und die Verfahrphase t K <strong>mit</strong> konstanter Geschwindigkeit v pos berechnet werden.<br />
vpos<br />
vpos<br />
s vpos<br />
1 1 <br />
t B tR<br />
tV<br />
tR<br />
tK<br />
tR<br />
<br />
<br />
(<strong>5.</strong>8)<br />
aB<br />
aV<br />
vpos<br />
2 aB<br />
a V <br />
Bei einem Fahrprofil <strong>mit</strong> einem langen Verfahrweg wird die Positionierzeit bei Ruckbegrenzung<br />
immer um die Ruckzeit t R verlängert. Bei einem Fahrprofil <strong>mit</strong> einem kurzen<br />
Verfahrweg wird die Positionierzeit bei Ruckbegrenzung immer um eine Zeit verlängert, die<br />
größer als die Ruckzeit t R ist, da die maximale Geschwindigkeit v max0 > v max ist.<br />
Servomotor<br />
R<br />
t<br />
1<br />
<br />
<br />
B<br />
B<br />
t<br />
t<br />
R<br />
2<br />
t<br />
<br />
B<br />
2<br />
t<br />
<br />
B<br />
2<br />
<br />
<br />
<br />
2<br />
t<br />
R<br />
i<br />
t<br />
R<br />
<br />
<br />
v<br />
<br />
<br />
<br />
v<br />
<br />
v<br />
<br />
max<br />
<br />
max<br />
v<br />
max<br />
<br />
<br />
t<br />
R<br />
a<br />
t<br />
V<br />
<br />
a<br />
V<br />
<br />
<br />
t<br />
<br />
R<br />
t<br />
2<br />
2<br />
<br />
t<br />
<br />
R t<br />
<br />
6<br />
V<br />
t<br />
t<br />
<br />
<br />
R<br />
<br />
R V<br />
<br />
V<br />
<br />
R<br />
R tV<br />
t aV<br />
tV<br />
t <br />
6 2 2 2 2 6 t R <br />
R Z<br />
1 2<br />
<br />
t<br />
t <br />
2 t<br />
2<br />
t<br />
t t<br />
<br />
2 2<br />
R<br />
2<br />
R<br />
t<br />
<br />
<br />
<br />
2<br />
<br />
<br />
t<br />
2<br />
t<br />
t<br />
(<strong>5.</strong>7)<br />
t<br />
2<br />
R<br />
t<br />
3<br />
<br />
Positionierung (Lineareinheit <strong>mit</strong> Zahnriemenantrieb)<br />
Verfahren eines beweglichen Maschinenteils von einer Startposition 1 in ein definiertes Ziel 2<br />
Bei der Angabe der Position wird zwischen absoluter und relativer Position unterschieden.<br />
‣ Eine absolute Position gibt immer die Entfernung zur definierten Nullposition (Referenz)<br />
an: absolute Position = Zielposition – Nullposition.<br />
‣ Eine relative Position gibt die Entfernung zur Startposition (aktuelle Position) an:<br />
relative Position = Zielposition – Startposition.<br />
Zunächst wird das Maßsystem in der Maschine und da<strong>mit</strong> die Lage der Nullposition innerhalb<br />
des physikalisch möglichen Fahrbereichs festgelegt. Die Nullposition, auch Referenz genannt,<br />
kann durch eine Referenzfahrt oder ein Referenzsetzen definiert werden:<br />
‣ Bei einer Referenzfahrt verfährt der Antrieb auf eine zuvor festgelegte Weise, um die<br />
Referenz selbstständig zu er<strong>mit</strong>teln.<br />
‣ Beim Referenzsetzen wird die Referenz bei stehendem Antrieb manuell festgelegt.<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 70
Unter Handfahren versteht man das Verfahren des Antriebs durch manuelle Bedienung.<br />
Bei den weiteren Darstellungen zur Positionierung bleiben die Maßnahmen zur Ruckbegrenzung<br />
unberücksichtigt.<br />
Restwegpositionierung (Touch Probe)<br />
Bei einer Restwegpositionierung verfährt der Antrieb auf ein definiertes Ziel bzw. führt eine<br />
endlose Konstantfahrt durch, bis eine Sensormarke „Touch Probe“ in der Servo-SPS ausgelöst<br />
wird. Der Antrieb verfährt daraufhin nur noch einen definierten Restweg.<br />
v<br />
1<br />
2<br />
Auch für die Restwegpositionierung<br />
können die Parameter Geschwindigkeit,<br />
Beschleunigung, Verzögerung<br />
und Ruckzeit festgelegt werden.<br />
Restwegpositionierung<br />
(Touch Probe)<br />
1 Sensormarke über<strong>mit</strong>telt Touch-Probe Signal<br />
t<br />
2 Restweg<br />
Profiländerung während der Positionierung (Override)<br />
Unter „Override“ versteht man das Ändern von Profilparametern und deren Übernahme<br />
während des Positioniervorgangs.<br />
Das Verfahrprofil muss in diesem Fall entsprechend angepasst werden, da<strong>mit</strong> bei Änderung<br />
eines oder mehrerer Parameter dennoch exakt auf die definierte Zielposition positioniert wird.<br />
Wird während des Positioniervorgangs die Geschwindigkeit verringert, so muss die fehlende<br />
Fläche dem Profil „angehängt“ werden, um die definierte Position zu erreichen. Durch die<br />
Verringerung der Geschwindigkeit dauert der Positioniervorgang t länger.<br />
v<br />
2<br />
Geschwindigkeitsoverride<br />
1<br />
1 t<br />
v während des Positioniervorgangs reduziert<br />
2 Flächenverschiebung für definierte Position<br />
t<br />
Überschleifen (Overchange)<br />
Unter „Überschleifen“ bzw. „Overchange“ versteht man das Positionieren <strong>mit</strong> einer Endgeschwindigkeit<br />
ungleich „0“, d. h. bei Erreichen der Zielposition wird sofort ein zweiter<br />
Positioniervorgang gestartet, ohne dass der Antrieb an der ersten Zielposition zum Stillstand<br />
kommt. Mit dem Überschleifen können so beliebig viele Fahrprofile direkt hintereinander durchgeführt<br />
werden, so dass man insgesamt ein komplexes Fahrprofil erhält.<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 71
v<br />
1<br />
1<br />
v end<br />
2<br />
2 Fahrprofil 2<br />
Fahrprofil 1<br />
t<br />
Overchange<br />
- Überschleifen der Zielposition von<br />
Profil 1 -<br />
Endlagen<br />
Ebenso wie die Lage der Nullposition ist es wichtig, die Grenzen des Fahrbereichs zu<br />
definieren, um Beschädigungen der Anlage zu verhindern. Diese Grenzen, auch „Endlagen“<br />
genannt, können zum einen „hardwareseitig“ und zum anderen „softwareseitig“ festgelegt<br />
werden:<br />
‣ Hardware-Endlagen sind z. B. Endschalter, die <strong>mit</strong> den Eingängen der Servo-SPS<br />
verschaltet sind und bei deren Betätigung eine bestimmte Aktion (z. B. "Quickstop")<br />
ausgelöst wird.<br />
‣ Software-Endlagen grenzen den möglichen Fahrbereich zusätzlich innerhalb der Hardware-Endlagen<br />
ein und validieren auf Programmebene, ob ein Anfahren einer Position<br />
zulässig ist.<br />
1 Hardware-Endlage (Endschalter) links 3 Software-Endlage rechts<br />
2 Software-Endlage links 4 Hardware-Endlage (Endschalter) rechts<br />
Endlagen bei einer Lineareinheit <strong>mit</strong> Zahnriemenantrieb<br />
Maschinenparameter<br />
Für eine Positionierung sind neben den Parametern für das Profil natürlich noch die Parameter<br />
der Maschine von Bedeutung.<br />
Die Getriebeübersetzung i gibt an, bei wie vielen Umdrehungen n der Motorachse genau eine<br />
Umdrehung der Zahnriemenscheibe stattfindet.<br />
Die Vorschubkonstante h gibt an, welchen Weg der Schlitten bei einer Umdrehung der<br />
Spindel zurücklegt.<br />
s s<br />
n i<br />
i<br />
(<strong>5.</strong>9)<br />
h 2<br />
R<br />
Z<br />
Neben der Getriebeübersetzung i und der Vorschubkonstante h benötigt die Servo-SPS aber<br />
noch weitere Parameter, um eine Umrechnung des Profils von den realen Einheiten in auf den<br />
Motor bezogene Größen durchführen zu können:<br />
‣ Art des verwendeten Motors, der zur Positionierung verwendet wird.<br />
‣ Art des Rückführsystems, das der Servo-SPS über<strong>mit</strong>telt, an welcher Position sich der<br />
Schlitten befindet.<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 72
‣ Maximal zulässige Geschwindigkeit, die gefahren werden kann. Dieser Parameter ist u. a.<br />
abhängig von der maximalen Motordrehzahl.<br />
‣ Maximal zulässige Beschleunigung bzw. Verzögerung für Positioniervorgänge. Dieser<br />
Parameter ist u. a. abhängig vom Motormoment sowie der Massenträgheit der gesamten<br />
Mechanik, die durch die Achse angetrieben wird.<br />
Template Positioner<br />
Das Template Positioner ist eine Positionier-Schablone, die von vielen Anbietern für<br />
Servotechnik in mehr oder weniger modifizierter Form angeboten wird.<br />
Das Template Positioner stellt alle Kernfunktionen der Positionier-Technologie zur Verfügung<br />
und kann vom Anwender nicht verändert werden. Über fest definierte Schnittstellen<br />
kommuniziert das Template <strong>mit</strong> dem entsprechenden Zielsystem.<br />
Der Anwender bedient die Kernfunktionen des Templates aus seinem Anwenderprogramm<br />
heraus über die definierte Schnittstelle des Templates. Alle funktionalen Erweiterungen bzw.<br />
Anpassungen von Seiten des Anwenders werden in einem gesonderten Teil des Projektes<br />
realisiert, der sogenannten Anwenderschicht.<br />
Die Anwenderschicht ist der Bereich innerhalb des Projektes, von dem aus der Anwender das<br />
Template steuert und überwacht – häufig über eine Visualisierungsoberfläche –, die<br />
anwendungsspezifischen Parameter festlegt, sowie eigene auf das Template aufbauende IEC<br />
61131-Programme zur Lösung individueller Aufgaben erstellt.<br />
<strong>5.</strong>3 Technologiefunktion „Wickeln“<br />
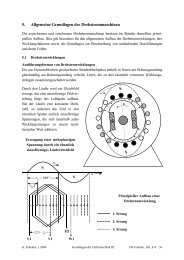
Wickelantriebe stellen in vielen technologischen Prozessen einen wesentlichen Bestandteil<br />
der Gesamtanlage dar. Die verschiedenen Materialien stellen verfahrenstechnisch eine ganze<br />
Reihe spezifischer Anforderungen. Daher gibt es diverse Grundkonzepte und Ausprägungen,<br />
wie z.B. Kontaktwickler, Zentrumswickler, Mehrfachwendewickler für „fliegendes Anlegen“<br />
der Warenbahn oder Tellerwickler für drahtförmige Materialien.<br />
Der Kontaktwickler hat eine fest positionierte angetriebene Kontaktwalze. Während des<br />
Wickelns ändert der bewegliche Wickelkern seine Lage zur Kontaktwalze ständig<br />
entsprechend der Zunahme des Wickeldurchmessers. Der Antrieb des Wickels erfolgt<br />
entweder ausschließlich kraftschlüssig durch die Kontaktwalze oder durch einen zusätzlichen<br />
Zentralantrieb. Der kontinuierliche Betrieb ist durch automatische Abläufe beim Abziehen<br />
des Folienwickels von der Kontaktwalze, bei der Zuführung eines leeren Wickelkerns, bei der<br />
Bahntrennung und beim Anwickeln gegeben.<br />
Am weitesten verbreitet sind Zentrumswickler, bei denen der Wickelballen über die<br />
Wickelwelle angetrieben wird. Obwohl Zentrumswickler antriebstechnisch wesentlich<br />
schwerer beherrschbar sind, bieten sie doch oftmals den entscheidenden Vorteil, die<br />
Oberfläche des Materials nicht zu beeinträchtigen.<br />
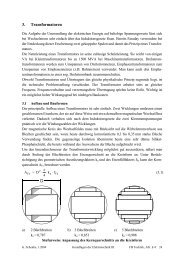
Der verwendete Antrieb muss einen hohen Stellbereich für die Drehzahl und das Drehmoment<br />
zur Verfügung stellen. Die richtige physikalische Dimensionierung und eine geeignete<br />
Kraftübertragung (Getriebe, Zahnriemen) sind die wesentlichen Voraussetzungen für ein<br />
optimales Wickelergebnis.<br />
Auslegung der Antriebsmaschine (Asynchronmaschine)<br />
Beim Zentrumswickler muss für eine konstante Zugkraft F das Drehmoment M der Asynchronmaschine,<br />
die häufig zur Anwendung kommt, proportional dem Wickeldurchmesser d<br />
nachgeführt werden. Für eine konstante Bahngeschwindigkeit v muss die Motordrehzahl n<br />
proportional dem Kehrwert des Wickeldurchmessers d sein.<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 73
v<br />
F<br />
d max<br />
d<br />
d min<br />
i<br />
n<br />
M<br />
ASYM<br />
Zentrumswickler <strong>mit</strong><br />
Getriebemotor<br />
Der Durchmesserstellbereich muss bei der Auslegung der Asynchronmaschine berücksichtigt<br />
werden. Das maximal erforderliche Drehmoment M max ergibt sich aus der maximal erforderlichen<br />
Zugkraft F max bei maximalem Durchmesser d max unter Berücksichtigung der Getriebeübersetzung<br />
i:<br />
M F d<br />
M<br />
Wmax max max<br />
max <br />
(<strong>5.</strong>10)<br />
i 2 i<br />
Die maximale Drehzahl n max ergibt sich aus der maximalen Materialgeschwindigkeit v max bei<br />
minimalem Durchmesser d min :<br />
i<br />
nmax nWmax<br />
i vmax<br />
<br />
(<strong>5.</strong>11)<br />
d <br />
min<br />
Da im Allgemeinen das maximale Drehmoment nur bei niedriger Drehzahl und die maximale<br />
Drehzahl nur bei niedrigem Drehmoment erreicht werden, kann bei der Asynchronmaschine<br />
der Feldschwächbereich ebenfalls genutzt werden. Die Nennleistung der Asynchronmaschine<br />
muss mindestens der Leistung P eck bei der Eckfrequenz – hier beginnt der Feldschwächbereich<br />
– entsprechen. Für die Leistung bei der Eckfrequenz gilt:<br />
d<br />
P<br />
min<br />
eck Fmax<br />
vmax<br />
<br />
(<strong>5.</strong>12)<br />
dmax<br />
Die erforderliche Nennleistung reduziert sich bei Ausnutzung des Feldschwächbereichs um<br />
das Durchmesserverhältnis d min /d max . Unter Berücksichtigung des Getriebewirkungsgrades G<br />
erhält man für die Nennleistung P N der Asynchronmaschine:<br />
Peck<br />
Fmax<br />
vmax<br />
d<br />
P<br />
min<br />
N <br />
<br />
(<strong>5.</strong>13)<br />
G<br />
G<br />
dmax<br />
M N<br />
M<br />
d = d max<br />
M W , n W<br />
M = M max<br />
F = const<br />
max. Drehmoment der ASYM<br />
bei I = I N = I max<br />
Drehmoment der ASYM bei<br />
konstanter Kraft F<br />
n N<br />
Grunddrehzahlbereich<br />
Feldschwächbereich<br />
n max<br />
d = d min<br />
n<br />
Drehmoment-Drehzahl-Kennlinie<br />
der ASYM<br />
Die Getriebeübersetzung i eines Zentrumswicklers ergibt sich aus:<br />
n<br />
i <br />
max<br />
dmin<br />
<br />
(<strong>5.</strong>14)<br />
v<br />
max<br />
Grundsätzlich sollten bei zugkraftgesteuerten und bei zugkraftgeregelten Wicklern nur Getriebe<br />
<strong>mit</strong> einem hohen Wirkungsgrad eingesetzt werden.<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 74
Da bei wachsender Getriebeübersetzung der Wirkungsgrad eines Getriebes abnimmt, ist es<br />
bei großen erforderlichen Getriebeübersetzungen oft vorteilhaft, eine Kombination aus<br />
Getriebe und Zahnriemenübersetzung zu wählen.<br />
Bei tänzerlagegeregelten Wicklern ist der Wirkungsgrad des Getriebes kaum von Bedeutung.<br />
Hier ist eher eine große Übersetzung für die Stabilität der Tänzerlageregelung vorteilhaft.<br />
Für eine konstante Zugkraft bis hin zum maximalen Durchmesserbereich muss das Motordrehmoment<br />
linear <strong>mit</strong> dem Durchmesser ansteigen.<br />
Bei großen Durchmesserverhältnissen besteht allerdings die Gefahr, dass früher oder später<br />
die Haftreibung zwischen den Lagen überschritten wird und der Wickelkern austeleskopiert.<br />
Bei Durchmesserverhältnissen und Materialien, bei denen ein Austeleskopieren zu befürchten<br />
ist, wird deshalb die Zugkraft ab einem bestimmten Durchmesser d 0 stetig zurückgenommen.<br />
Bei herstellerspezifischen <strong>Technologiefunktionen</strong> kann man deshalb meistens zwischen einem<br />
linearen oder einen <strong>mit</strong> l/d abnehmendem Zugkraftverlauf wählen.<br />
F max<br />
F<br />
M<br />
d 0<br />
1/d<br />
linear<br />
d max<br />
d<br />
Nimmt die Zugkraft <strong>mit</strong> 1/d ab, ist der<br />
Verlauf des Drehmomentes im Bereich der<br />
Zugkraftabsenkung linear.<br />
------- Zugkraft im gesamten Wickelbereich<br />
konstant<br />
Zugkraft nimmt ab d d 0 hyperbolisch<br />
bis d d max ab<br />
Zugkraft nimmt ab d d 0 linear bis<br />
d d max ab<br />
d 0<br />
d max<br />
d<br />
Zugkraft- und Drehmomentverlauf beim<br />
Zentrumswickler<br />
Kennzahlen zur Beurteilung der Anforderungen an die Motorenregelung sind der Drehzahlund<br />
der Drehmomentstellbereich. Der erforderliche Drehzahlstellbereich n rel. ergibt sich aus<br />
dem Verhältnis der höchsten Anlagengeschwindigkeit v max und der niedrigsten Anlagengeschwindigkeit<br />
v min multipliziert <strong>mit</strong> dem Durchmesserverhältnis.<br />
vmax<br />
d<br />
n<br />
max<br />
rel. <br />
(<strong>5.</strong>15)<br />
v d<br />
min<br />
min<br />
Entsprechend gilt für den erforderlichen Drehmomentstellbereich m rel . <strong>mit</strong> der höchsten Zugkraft<br />
F max bei maximalem Durchmesser d max und der niedrigsten Zugkraft F min bei minimalem<br />
Durchmesser d min :<br />
Fmax<br />
d<br />
m<br />
max<br />
rel. <br />
(<strong>5.</strong>16)<br />
F d<br />
min<br />
min<br />
Soll die Zugkraft des Wicklers über das Drehmoment der Antriebsmaschine gesteuert werden,<br />
gibt es zwei Störgrößen, die das gewünschte Ergebnis erheblich beeinträchtigen können. Das<br />
sind einerseits die mechanischen Verluste durch Lager- und Getriebereibung und anderseits<br />
die Beschleunigungsdrehmomente. Da<strong>mit</strong> diese Störgrößen keine gravierenden Auswirkungen<br />
zeigen, müssen entsprechende Korrektursignale (Reibungs- und Beschleunigungskompensation)<br />
auf das Drehmoment der Antriebsmaschine aufgeschaltet werden.<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 75
Das Reibdrehmoment gewinnt zunehmend an Bedeutung, je kleiner das Drehmoment der<br />
Antriebsmaschine für die niedrigste Zugkraft ausfällt. Bei einem Drehmomentstellbereich<br />
m rel . = 50 liegt der kleinste Drehmomentsollwert bereits bei 2%. Selbst bei einem Getriebewirkungsgrad<br />
G = 98% würde das Drehmoment der Antriebsmaschine vollkommen durch<br />
die Getriebereibung verbraucht werden.<br />
Das Reibdrehmoment setzt sich zusammen aus einem statischen Anteil und einer <strong>mit</strong> der<br />
Drehzahl ansteigenden Komponente. Neben der Drehzahl kann auch die Temperatur des<br />
M<br />
1<br />
2<br />
1<br />
kalt<br />
warm<br />
Getriebes das Reibungsverhalten beeinflussen.<br />
Der Verlauf der Reibung kann herstellerabhängig<br />
durch einen automatischen<br />
Identifizierungslauf er<strong>mit</strong>telt werden.<br />
Reibungsdrehmoment in Abhängigkeit<br />
der Drehzahl<br />
Das Beschleunigungsdrehmoment M B erlangt bei den kleinsten Zugkräften ebenfalls die<br />
größte Bedeutung. Es entsteht durch das aktuelle Massenträgheitsmoment und der Änderung<br />
der Drehzahl der Antriebsmaschine. Das aktuelle Massenträgheitsmoment J setzt sich<br />
zusammen aus einer maschinenabhängigen Komponente J M und dem Massenträgheitsmoment<br />
des Wickelballens J Wickel .<br />
Der maschinenabhängige Teil wird im Wesentlichen durch das konstante Massenträgheitsmoment<br />
des Rotors der Antriebsmaschine gebildet. Weitere Antriebselemente, wie das<br />
Getriebe oder die Wickelwelle können manchmal vernachlässigt werden.<br />
Das Massenträgheitsmoment des Wickels J Wickel ist dagegen stark veränderlich. Es ist<br />
abhängig von der Materialbreite b, der Materialdichte , dem aktuellen Durchmesser d, dem<br />
Hülsendurchmesser d min und dem Getriebefaktor i.<br />
4<br />
4<br />
n max<br />
drehzahlabhängige Reibungskomponente<br />
statische Reibungskomponente<br />
2<br />
n<br />
d dmin<br />
JWickel<br />
b <br />
(<strong>5.</strong>17)<br />
32<br />
2<br />
i<br />
Wird beim Beschleunigungsdrehmoment M B die Änderung der Antriebsdrehzahl dn/dt durch<br />
die Änderung der Liniengeschwindigkeit dv/dt und der Änderung des Durchmessers dd/dt<br />
ersetzt, dann erhält man:<br />
dn<br />
2 i dv v dd <br />
MB J 2 J<br />
M JWickel<br />
(<strong>5.</strong>18)<br />
dt<br />
d dt d dt <br />
Allgemein überwiegt bei kleinen Durchmessern der konstante Anteil des Massenträgheitsmomentes,<br />
so dass das Beschleunigungsmoment bei konstanter Liniengeschwindigkeit zunächst<br />
<strong>mit</strong> 1/d abfällt. Bei großen Durchmessern überwiegt der materialabhängige Anteil, so<br />
dass das Beschleunigungsmoment dann <strong>mit</strong> d 3 ansteigt.<br />
Steuer- und Regelverfahren beim Wickeln<br />
Für Zentrumswickler kommen die Zugkraftsteuerung, die Zugkraftregelung und die Tänzerlageregelung<br />
zum Einsatz. Eine weitere Variante ist der „geschwindigkeitsbestimmende<br />
Zentrumswickler“, der immer erforderlich ist, wenn kein weiterer Leitantrieb die Materialgeschwindigkeit<br />
vorgeben kann.<br />
Die Zugkraftsteuerung wird gerne dort eingesetzt, wo keine hohen Anforderungen an den<br />
Drehmomentstellbereich (1 : 40) gestellt werden und das Material (Blech, Textilien, Papier)<br />
auf Zugkraftabweichungen kaum reagiert. Die Liniengeschwindigkeit v Linie darf maximal<br />
600m/min betragen.<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 76
Die Drehmomentsteuerung wird dadurch erreicht, dass der Drehzahlregler immer einen Sollwert<br />
erhält, der größer als der Istwert ist. Der Drehzahlregler befindet sich deshalb ständig an<br />
seiner oberen Begrenzung. Über die Steuerung der Drehmomentbegrenzung wird schließlich<br />
erreicht, dass die Motorregelung das erforderliche Antriebsdrehmoment M soll erzeugt.<br />
v<br />
F<br />
v Linie<br />
n ist<br />
M W , n W<br />
i<br />
n<br />
M<br />
ASYM<br />
R<br />
2<br />
3<br />
F soll<br />
d<br />
1/d<br />
n Offset<br />
4<br />
5<br />
1<br />
M soll<br />
Motorregler<br />
1 Drehzahlregler<br />
2 Zugkraftverlauf<br />
3 Durchmesserberechnung<br />
4 Reibungskompensation<br />
5 Beschleunigungskompensation<br />
Grundprinzip der<br />
Zugkraftsteuerung<br />
beim Wickeln<br />
Der Begrenzungswert setzt sich zusammen aus dem Zugkraftsollwert F soll multipliziert <strong>mit</strong><br />
dem aktuellen Durchmesser d, dem Korrektursignal zur Kompensation der mechanischen<br />
Reibung und dem Korrektursignal zur Kompensation des Beschleunigungsmomentes.<br />
Die Basis für die Drehzahlvorsteuerung und auch für die Berechnung des Begrenzungswertes<br />
bildet eine genaue Durchmesserberechnung aus der aktuellen Drehzahl n ist und der<br />
Liniengeschwindigkeit v Linie . Die Vorsteuerung des Drehzahlreglers <strong>mit</strong> einem etwas zu<br />
großen Sollwert hat den Vorteil, dass nach einem Bahnriss der Antrieb nur bis zu dieser<br />
Drehzahl beschleunigt. Im Falle eines Abwicklers wird der Drehzahlregler nur <strong>mit</strong> dem<br />
Offsetwert n Offset angesteuert. Hier kann der Antrieb dann ungehindert bis zum Stillstand<br />
abbremsen.<br />
Im Allgemeinen ist die Materialstärke konstant, so dass der aktuelle Wickeldurchmesser d<br />
aus dem minimalen Durchmesser d min , der Anzahl der Wickellagen, die als Drehwinkel <br />
exakt bestimmt werden können, der aktuellen Liniengeschwindigkeit v Linie und der aktuellen<br />
Drehzahl n berechnet werden kann. Die Materialstärke kann bereits nach wenigen<br />
Wickellagen er<strong>mit</strong>telt werden. Zum Zeitpunkt t 0 sei der Wickler leer (d (t = 0) = d min ). Der<br />
Winkelzähler er<strong>mit</strong>telt den Drehwinkel bis zum Zeitpunkt t 1 .<br />
t<br />
1<br />
<br />
1 2 n(t) dt<br />
(<strong>5.</strong>19)<br />
t<br />
0<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 77
Für die Liniengeschwindigkeit v Linie (t 1 ) und die Drehzahl n(t 1 ) zum Zeitpunkt t 1 gelten:<br />
(t ) d <br />
n(t ) d(t ) <br />
n(t<br />
(<strong>5.</strong>20)<br />
Aus Gl. <strong>5.</strong>19 und <strong>5.</strong>20 kann die konstante Materialstärke berechnet werden:<br />
vLinie<br />
(t1)<br />
vLinie(t1)<br />
dmin<br />
<br />
dmin<br />
<br />
n(t1)<br />
n(t1)<br />
<br />
<br />
t1<br />
1<br />
2<br />
n(t) dt<br />
Je größer die Anzahl der Wickellagen, desto genauer kann die Materialstärke er<strong>mit</strong>telt<br />
werden. Für den aktuellen Durchmesser d gilt da<strong>mit</strong>:<br />
<br />
d d <br />
1<br />
min (<strong>5.</strong>22)<br />
2<br />
Für ein gutes Wickelergebnis sollten die Reibungs- und Beschleunigungsmomente das<br />
kleinste Lastmoment nicht überschreiten. Reicht die Wickelqualität nicht aus, kann über eine<br />
Zugkrafterfassung das Motormoment geregelt werden.<br />
Die Zugkraftregelung ist immer dann erforderlich, wenn hohe Drehmomentstellbereiche<br />
(1:100) erreicht werden müssen oder das Material (dünne Folien, Papier) auf Zugkraftabweichungen<br />
empfindlich reagiert.<br />
Ausgehend vom Grundprinzip der Zugkraftsteuerung wird die Bahnspannung <strong>mit</strong>tels einer<br />
zusätzlichen Messeinrichtung (F ist ) erfasst und <strong>mit</strong> dem bewerteten Zugsollwert F soll verglichen.<br />
Bei einer Abweichung sorgt der Zugkraftregler für die Korrektur des Vorsteuersignals. Die<br />
Liniengeschwindigkeit v Linie darf maximal 2000m/min betragen.<br />
v Linie<br />
n ist<br />
v<br />
F<br />
F ist<br />
)<br />
vLinie<br />
1 min 1 1 1 1<br />
t<br />
<br />
0<br />
F<br />
M W , n W<br />
i<br />
n<br />
M<br />
ASYM<br />
R<br />
(<strong>5.</strong>21)<br />
2<br />
3<br />
F soll<br />
d<br />
1/d<br />
n Offset<br />
6<br />
4<br />
5<br />
1<br />
M soll<br />
Motorregler<br />
1 Drehzahlregler<br />
2 Zugkraftverlauf<br />
3 Durchmesserberechnung<br />
4 Reibungskompensation<br />
5 Beschleunigungskompensation<br />
6 Zugkraftregler<br />
Grundprinzip der<br />
Zugkraftregelung<br />
beim Wickeln<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 78
In der Regel hat der Zugkraftregler aus Stabilitätsgründen nur eine sehr geringe Dynamik. Der<br />
Beschleunigungskompensation kommt hier deshalb eine besondere Bedeutung zu.<br />
Können Störgrößen, wie sie bei Beschleunigungsvorgängen oder Exzentrizitäten entstehen,<br />
nicht ausreichend kompensiert werden, so ist eine Tänzerlageregelung vorzuziehen.<br />
Bei der Tänzerlageregelung wird die Bahnspannung ausschließlich durch die dem Wickler<br />
vorgeschaltete Tänzereinrichtung erzeugt. Mit der Tänzerlageregelung können dynamische<br />
Störgrößen problemlos ausgeregelt werden. Sie wird vorwiegend bei Material (Kabel, Draht,<br />
Textilien, Folien, Papier) eingesetzt, wo eine absolute Zugkraftgenauigkeit notwendig ist.<br />
v<br />
F<br />
v Linie<br />
s Tänzer<br />
M W , n W<br />
i<br />
n<br />
M<br />
ASYM<br />
R<br />
s Tänzer<br />
n ist<br />
F soll<br />
3<br />
s Tsoll<br />
d<br />
1/d<br />
4<br />
2<br />
5<br />
1<br />
n soll<br />
Motorregler<br />
1 Drehzahlregler<br />
2 Zugkraftverlauf<br />
3 Durchmesserberechnung<br />
4 Tänzerregler<br />
5 Beschleunigungskompensation<br />
Grundprinzip der<br />
Tänzerlageregelung<br />
beim Wickeln<br />
Bei der Tänzerlageregelung wird der Wickelantrieb im Allgemeinen drehzahlgeregelt. Zur<br />
Vorsteuerung dient der Sollwert der Liniengeschwindigkeit v Linie multipliziert <strong>mit</strong> dem Kehrwert<br />
des aktuellen Durchmessers d. Die Tänzerposition s Tänzer wird erfasst und <strong>mit</strong> der eingestellten<br />
Solllage s Tsoll verglichen. Bei einer Abweichung sorgt der Tänzerregler für eine Korrektur des<br />
Vorsteuersignals.<br />
Zur Kompensation des Beschleunigungsmomentes wird der Drehzahlreglerausgang entsprechend<br />
nachgesteuert, da<strong>mit</strong> zum Auf- und Abbau des Beschleunigungsmomentes nicht immer erst eine<br />
deutliche Regelabweichung im Tänzerkreis entstehen muss. Vergleichbar zur Zugkraftsteuerung<br />
kann hier die Zugkraftkennlinie zur Steuerung der Tänzereinrichtung verwendet werden.<br />
Da die Tänzereinrichtung gleichzeitig einen Materialspeicher darstellt, haben kurzzeitige<br />
Schwankungen in der Umfangsgeschwindigkeit zwar Auswirkungen auf die momentane<br />
Tänzerlage, aber kaum Auswirkungen auf die Zugkraft. Natürlich dürfen die Endlagen des<br />
Tänzers nicht erreicht werden und das Massenträgheitsmoment der Tänzerwalze und alle anderen<br />
bewegten Massen des Tänzers sollten klein sein. Vorteilhaft ist hier die pneumatische<br />
Ansteuerung des Tänzers für den Sollwert der Zugkraft F soll .<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 79
Um möglichst schnell auf Abweichungen reagieren zu können, ist ein geringes Massenträgheitsmoment<br />
des gesamten Wicklers von Vorteil. Dies kann <strong>mit</strong> einem großen Getriebefaktor i erzielt<br />
werden.<br />
In Anwendungen, in denen die Liniengeschwindigkeit v nicht von einem Linienantrieb bestimmt<br />
wird, muss der Wickelantrieb die Führungsfunktion übernehmen. Insbesondere bei Umwicklern,<br />
bei denen nur zwei Wickler am Umspulprozess beteiligt sind, muss einer der Antriebe die<br />
Materialgeschwindigkeit bestimmen, während der andere für die Bahnspannung sorgen muss.<br />
v<br />
F<br />
v ist<br />
M W , n W<br />
i<br />
n<br />
M<br />
ASYM<br />
R<br />
n ist<br />
v Linie<br />
4<br />
1 Drehzahlregler<br />
3<br />
d<br />
1/d<br />
1<br />
2 Regler für die<br />
Liniengeschwindigkeit<br />
3 Durchmesserberechnung<br />
2<br />
n soll<br />
Motorregler<br />
4 Beschleunigungskompensation<br />
Grundprinzip des geschwindigkeitsbestimmenden Wicklers<br />
Das Grundprinzip des geschwindigkeitsbestimmenden Wicklers ähnelt dem der Tänzerlageregelung,<br />
wobei der Regler zur Korrektur des Vorsteuersignals entfallen kann.<br />
Die Wickler, die zur Durchmesserberechnung <strong>mit</strong> einer Geschwindigkeitsrückführung arbeiten,<br />
können sicher nur als Aufwickler betrieben werden. Beim Abwickeln besteht die Gefahr der<br />
Mitkopplung bzw. die Gefahr des unkontrollierten Hochlaufs, falls es zu einer Schlaufenbildung<br />
vor dem Geber der Liniengeschwindigkeit v ist kommt. Die Geschwindigkeitserfassung sollte nahe<br />
am Wickler erfolgen und die Liniengeschwindigkeit absolut schlupffrei übertragen.<br />
Soll das Material mehrfach hin und her gewickelt werden, muss die Durchmesserberechnung<br />
durch einen externen Durchmessersensor ersetzt werden oder es muss eine Tänzereinrichtung die<br />
Schlaufenbildung sicher verhindern.<br />
<strong>5.</strong>4 Technologiefunktion „Kurvenscheibe“<br />
Unter dem Begriff „Kurvenscheibe“ versteht man eine eindeutige Zuordnung der Positionen<br />
zwischen einem Leitantrieb (Master) und einem Folgeantrieb (Slave). Der Leitantrieb kann<br />
entweder ein Antrieb, ein Positionsgeber oder ein „virtueller Master“ sein.<br />
Die elektronische Kurvenscheibe beruht auf dem Prinzip der mechanischen Kurvenscheibe,<br />
die eine lineare rotatorische Bewegung in eine beliebige kurvenförmige Bewegung umsetzt.<br />
Die Vorteile der elektronischen Kurvenscheibe gegenüber der mechanischen Kurvenscheibe<br />
liegen in dem einfachen mechanischen Aufbau. Es kann für jede Achse ein Direktantrieb<br />
realisiert werden. Hierdurch wird die Flexibilität eindeutig verbessert. Die Umstellung auf ein<br />
anderes Format (Produktgröße) wird so per Knopfdruck erledigt. Außerdem kann im laufenden<br />
Betrieb auf Ereignisse reagiert und die Bewegung entsprechend angepasst werden.<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 80
2<strong>5.</strong>17<br />
S<br />
Y<br />
<br />
S<br />
Mechanische Kurvenscheibe<br />
Y<br />
Elektronische Kurvenscheibe<br />
Leitwinkel Y Sollposition S Nockenschalter<br />
Prinzip der mechanischen und der elektronischen Kurvenscheibe<br />
Folgende Vorteile zeichnen die elektronische Kurvenscheibe aus:<br />
‣ Kurze Rüstzeiten bei einem Produktwechsel durch einfaches Umschalten der Bewegungsprofile.<br />
‣ Einfaches Dehnen und Stauchen der Bewegungsprofile und Offsetvorgabe.<br />
‣ Optimiert bezüglich Ruckfreiheit, Maximalbeschleunigung und Schwingungsneigung.<br />
‣ Virtuelle Königswelle (Leitachse als virtueller Master) und dadurch Einsparung bei Mehrachsensystemen.<br />
‣ Nockenschaltwerk<br />
Das Bewegungsprofil, das auch Kurve genannt wird, beschreibt die Abhängigkeit des Folgeantriebs<br />
vom Leitantrieb. Hierbei handelt es sich um einen zweidimensionalen Graphen, bei dem<br />
die Sollposition über den Leitwert – Position oder Winkel – aufgetragen wird.<br />
100<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
0 30 60 90 120 150 180 210 240 270 300 330 360<br />
Leitwinkel in °<br />
Bewegungsprofil eines Slaveantriebes<br />
Bei dieser Art der Positionierung weiß der Slave immer, wo er bei dem entsprechenden Winkel<br />
des Masters zu stehen hat.<br />
Sollposition in %<br />
‣ Durch diese relativ starre Kopplung Master–Slave können <strong>mit</strong> wenig Sensorik hohe Taktzahlen<br />
erreicht werden. Die Werkzeuge lassen sich über den Leitwinkel besser koordinieren<br />
als über Steuer- bzw. Statussignale, da der Bewegungsablauf nicht unterbrochen wird.<br />
‣ Die Verläufe für Geschwindigkeit, Beschleunigung / Verzögerung und Ruck ergeben sich<br />
automatisch aus den Ableitungen des gezeichneten Profils nach der Zeit und den<br />
eingegebenen Maschinenparametern.<br />
‣ Das Bewegungsprofil kann aus einer Vielzahl von Einzelprofilen bestehen, die in einer<br />
festgelegten Reihenfolge abgefahren werden.<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 81
Mit einer Referenzierung erfolgen die Übertragung des Maßsystems der Maschine und da<strong>mit</strong> die<br />
Lage der Nullposition innerhalb des physikalisch möglichen Fahrbereichs in die Servo-SPS. Die<br />
Vorgehensweise entspricht dabei der Referenzierung beim Positionieren. Die Nullposition, auch<br />
Referenz genannt, kann durch eine Referenzfahrt oder ein Referenzsetzen definiert werden:<br />
‣ Bei einer Referenzfahrt verfährt der Antrieb auf eine zuvor festgelegte Weise, um die<br />
Referenz selbstständig zu er<strong>mit</strong>teln.<br />
‣ Beim Referenzsetzen wird die Referenz bei stehendem Antrieb manuell festgelegt.<br />
1 2<br />
i<br />
Servomotor<br />
R Z<br />
Handfahren bei einer Lineareinheit <strong>mit</strong> Referenzmarken und Endlagen<br />
Unter Handfahren versteht man das Verfahren des Antriebs durch manuelle Bedienung. Unterschieden<br />
werden hierbei folgende zwei Arten:<br />
‣ Handfahren der Leitachse (Virtueller Master),<br />
‣ Handfahren gelöst von dem Bewegungsprofil.<br />
-10 0-Position 10 20<br />
1 Endschalter links 2 Endschalter rechts<br />
Für beide Arten des Handfahrens können Handfahrgeschwindigkeiten sowie Beschleunigungsund<br />
Verzögerungsrampen festgelegt werden.<br />
Da<strong>mit</strong> Soll- und Istwert nicht auseinanderlaufen, ist eine Synchronisierung erforderlich. Diese<br />
Synchronisierung kann durch einen Touch-Probe (ausgelöst durch eine Sensormarke, verwendbar<br />
auch bei Material <strong>mit</strong> Schlupf) oder durch den Nullimpuls eines Lagegebers (nicht bei Schlupf)<br />
für den Istwert sowie den Leitwert eines Antriebs erfolgen.<br />
‣ Bei schlupfendem Material (z.B. auf Förderbändern) ist eine Synchronisierung des Istwertes<br />
(Y-Achse) notwendig.<br />
‣ Schlupft dagegen beispielhaft das Förderband auf der Antriebstrommel, so ist eine<br />
Synchronisierung des Leitwerts (X-Achse) notwendig.<br />
Um Beschädigungen der Anlage, insbesondere beim manuellen Verfahren (Handfahren), zu<br />
verhindern, müssen die Grenzen des Fahrbereichs definiert sein und ständig überwacht werden.<br />
Diese Grenzen, auch „Endlagen“ genannt, werden durch Endschalter festgelegt, die <strong>mit</strong> den<br />
Eingängen der Servo-SPS verschaltet sind und bei deren Betätigung eine bestimmte Aktion<br />
ausgelöst wird, die das Antriebssystem in einen sicheren Zustand führt (z.B. „Quickstop“).<br />
Die speziellen Merkmale der elektronischen Kurvenscheibe sind das Dehnen / Stauchen und die<br />
Offsettvorgabe. Es kann sowohl die Sollwertachse (Y-Achse) als auch die Leitwertachse (X-<br />
Achse) entsprechend dem Produktionsprozess dynamisch angepasst werden.<br />
Y<br />
Y<br />
Dehnen / Stauchen X<br />
Offsetvorgabe X<br />
Dehnen / Stauchen und Offsetvorgabe für die Sollwertachse<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 82
Die Bewegungsprofile werden im Speicher der Servo-SPS in Form von Stützstellen-Tabellen<br />
abgelegt, wobei zwischen relativen und absolutem Datenmodell unterschieden wird:<br />
‣ Beim relativen Datenmodell sind die Stützstellen äquidistant verteilt, d. h. der Abstand<br />
zwischen zwei Stützstellen in X-Richtung (Leitwert) ist konstant.<br />
‣ Beim absoluten Datenmodell sind die Stützstellen beliebig verteilt. Das absolute Datenmodell<br />
ist flexibler als das relative Datenmodell, benötigt bei gleicher Stützstellenzahl aber mehr<br />
Speicher als das relative Datenmodell. Der CamDesigner bietet die Möglichkeit, die Lage der<br />
Stützpunkte entsprechend der Kurvenform zu optimieren.<br />
Ähnlich wie bei der Technologiefunktion „Elektrische Welle“, kann zum Generieren einer<br />
Leitfrequenz oder eines Leitwinkels ein virtueller Master bei der Technologiefunktion „Kurvenscheibe“<br />
softwaremäßig realisiert werden. Da die verschiedenen Antriebe insbesondere bei der<br />
Inbetriebnahme unabhängig voneinander betrieben werden müssen, muss der Masterantrieb von<br />
dem übrigen Antriebsverbund abgekoppelt werden können. Die virtuelle Kupplung stellt eine<br />
Software-Funktionalität zur Verfügung, <strong>mit</strong> der eine Achse vom Verbund bzw. Leitantrieb<br />
getrennt und fliegend wieder eingekuppelt werden kann. Erst nach Beendigung des<br />
Einkupplungsvorgangs hat der Slave seinen festen Bezug zum Master.<br />
Servomotor<br />
i<br />
Y<br />
R Z<br />
-10 0-Position 10 20<br />
Sollposition Y des Kurvenantriebs (Slave) in Abhängigkeit<br />
vom Leitwinkel X des Masterantriebs<br />
Bei der Erstellung des Bewegungsprofils des Kurvenantriebs müssen die Maximalwerte der<br />
Drehzahl, der Drehzahländerung und des Drehmomentes berücksichtigt werden. Im Bewegungsprofil<br />
dürfen kein Sprung und auch kein Knick vorkommen. Ein Sprung im Bewegungsprofil<br />
würde einen Dirac-Funktion bei der Drehzahl und ein Knick im Bewegungsprofil einen Sprung<br />
bei der Drehzahl und einen Dirac-Funktion bei der Drehzahländerung bedeuten. Sofern eine<br />
Ruckbegrenzung gefordert wird, müssen die Übergänge im Bewegungsprofil aus Sin/Cos-<br />
Funktionen oder Polynomen 3. Ordnung bestehen.<br />
Die Sollposition s Y der Y-Achse ist eine Funktion des Leitwinkels X der X-Achse. Es gilt:<br />
s f{ }<br />
(<strong>5.</strong>23)<br />
Y<br />
X<br />
Das Geschwindigkeitsprofil v Y der Y-Achse kann aus dem Bewegungsprofil und der Drehzahl<br />
der X-Achse er<strong>mit</strong>telt werden.<br />
dsY<br />
df{ X}<br />
dX<br />
df{ X}<br />
vY<br />
2<br />
nX<br />
(<strong>5.</strong>24)<br />
dt d<br />
dt d<br />
X<br />
Für die Drehzahl des Kurvenantriebs gilt entsprechend der obigen Skizze und Gl. <strong>5.</strong>24:<br />
vY<br />
i<br />
df{ X}<br />
i n<br />
n<br />
X<br />
Y <br />
(<strong>5.</strong>25)<br />
2 R d<br />
R<br />
Z<br />
X<br />
Die Drehzahl n Y des Kurvenantriebs ist proportional dem Produkt aus der Tangentensteigung des<br />
Bewegungsprofils df{ X }/d X und der Drehzahl der Leitachse n X .<br />
Die Winkelbeschleunigung des Kurvenantriebs ergibt sich aus Gl. <strong>5.</strong>25:<br />
2<br />
Y<br />
Z<br />
X<br />
2<br />
X<br />
X<br />
dnY<br />
d f{ } dX<br />
i nX<br />
d f{ } 4<br />
i<br />
n<br />
<br />
Y 2<br />
2<br />
<br />
(<strong>5.</strong>26)<br />
dt d<br />
dt R d<br />
R<br />
Z<br />
2<br />
X<br />
2<br />
X<br />
2<br />
Z<br />
2<br />
X<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 83
Die Winkelbeschleunigung des Kurvenantriebs ist <strong>mit</strong> Gl. <strong>5.</strong>26 proportional dem Produkt aus der<br />
2. Ableitung des Bewegungsprofils d 2 f{ X }/d 2 X und dem Quadrat der Drehzahl der Leitachse<br />
n 2 X.<br />
Kurvenantriebe sind häufig hochdynamische Antriebe bei denen das Antriebsdrehmoment nahezu<br />
nur vom Beschleunigungsmoment abhängt.<br />
M<br />
Y<br />
2<br />
X<br />
2<br />
X<br />
2<br />
Z<br />
2<br />
X<br />
d f{ } 4<br />
i<br />
n<br />
JY<br />
Y JY<br />
<br />
(<strong>5.</strong>27)<br />
d<br />
R<br />
Die maximale Drehzahländerung dn max /dt des Kurvenantriebs ist da<strong>mit</strong> proportional zum<br />
Impulsdrehmoment M Imp (Spitzendrehmoment) des Antriebs und umgekehrt proportional zum<br />
gesamten Massenträgheitsmoment J Y dieser Achse. Werden die Maximalwerte der Drehzahl<br />
und/oder der Drehzahländerung rechnerisch überschritten, so können Funktionsblöcke <strong>mit</strong> einem<br />
Nachlaufspeicher zur gezielten Begrenzung vorgesehen werden, so dass der Positionswert nicht<br />
verloren geht. Während der Begrenzungszeit und dem anschließenden Abarbeiten des Nachlaufspeichers<br />
ist der Kurvenantrieb asynchron zum Leitantrieb.<br />
Die Technologiefunktion „Kurvenscheibe“ wird <strong>mit</strong> verschiedenen Funktionsblöcken realisiert.<br />
Einige dieser Funktionsblöcke (Dehnen/Stauchen u. Offset) werden nur optionell eingebunden.<br />
Virtueller<br />
Master<br />
Überlagertes<br />
Positionieren<br />
X-Offset<br />
Überlagertes<br />
Positionieren<br />
Y-Offset<br />
Kurvenscheibenüberwachung<br />
Dehnen und<br />
Stauchen der<br />
X-Achse<br />
Virtuelle<br />
Kupplung<br />
Profildaten<br />
und Profilberechnung<br />
Dehnen und<br />
Stauchen der<br />
Y-Achse<br />
Profilposition<br />
Motor-<br />
Regler<br />
Ablösendes<br />
Positionieren<br />
Handfahren<br />
Antriebsposition<br />
Konzept der Technologiefunktion „Kurvenscheibe“ <strong>mit</strong> verschiedenen Funktionsblöcken<br />
In den gelb hinterlegten Funktionsblöcken werden die Sollposition und alle weiteren relevanten<br />
Größen in Abhängigkeit vom Leitwinkel des Masterantriebs für den Motorregler des Kurvenantriebs<br />
aufbereitet. Im Funktionsblock „Virtueller Master“ erfolgt das Referenzieren und<br />
Positionieren der Leitwertachse. Die „Virtuelle Kupplung“ ermöglicht das Einkuppeln des<br />
Kurvenscheibenantriebs bei durchlaufender Königswelle (Leitantrieb) über eine Rampenfunktion<br />
<strong>mit</strong> anschließendem Synchronlauf. Der Leitwinkel (X-Achse) kann dabei gedehnt oder gestaucht<br />
werden. Der Auskuppelvorgang kann über eine Rampenfunktion oder sofort erfolgen. Im<br />
Funktionsblock „Profildaten und Profilberechnung“ werden aus dem hinterlegten Kurvenprofil<br />
die Sollposition, die Drehzahl und die Drehzahländerung des Kurvenantriebs unter Berücksichtigung<br />
eines X-Offsets berechnet. Das Kurvenprofil kann gedehnt oder gestaucht werden; außerdem<br />
ist noch ein Y-Offset möglich. Im Funktionsblock „Kurvenscheibenüberwachung“ erfolgt<br />
die Umschaltung zwischen den Betriebsarten Profilposition – Kurvenscheibenbetrieb – und Antriebsposition.<br />
In der Betriebsart Antriebsposition kann der Slaveantrieb unabhängig vom Leitwinkel<br />
über die grau hinterlegten Funktionsblöcke „Ablösendes Positionieren“ und „Handbetrieb“<br />
gefahren werden. Diese Funktion wird besonders bei der Inbetriebnahme von Anlagen <strong>mit</strong><br />
Kurvenscheiben genutzt. Im Funktionsblock „Kurvenscheibenüberwachung“ werden alle Eingangswerte<br />
überwacht und die Sollwerte für den Motorregler des Kurvenantriebs aufbereitet.<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 84
Mit der Technologiefunktion „Kurvenscheibe“ werden häufig weitere Funktionsblöcke angeboten,<br />
welche die Kurvenscheibentechnologie in die Anlagenautomatisierung integrieren.<br />
Besonders zu erwähnen ist hier der Funktionsblock „Nockenschaltwerk“. Beim Nockenschaltwerk<br />
können folgende Modi realisiert werden:<br />
Wegnocke in positiver Richtung,<br />
Wegnocke in negativer Richtung,<br />
Wegnocke <strong>mit</strong> beiden Richtung,<br />
Weg-Zeitnocke in positiver Richtung,<br />
Weg-Zeitnocke in negativer Richtung.<br />
Eine Wegnocke liefert eine logische Eins, wenn das vorgegebene Weg-/Winkelelement<br />
angefahren ist und die Wirkrichtung erfüllt wurde. Eine Weg-Zeitnocke liefert eine logische Eins<br />
für ein vorgegebenes Zeitintervall, wenn die entsprechende Weg-/Winkelmarke aus der<br />
vorgegebenen Wirkrichtung angefahren wurde. Im Funktionsblock „Nockenschaltwerk“ kann ein<br />
permanentes Ein-/Ausschalten von Nocken durch Vorgabe einer Hysterese unterbunden werden.<br />
Außerdem kann <strong>mit</strong> diesem Funktionsblock die Totzeit angeschlossener Komponenten (z.B.<br />
Ventil) geschwindigkeits- bzw. drehzahlabhängig kompensiert werden.<br />
Template Cam<br />
Das Template Cam ist eine Kurvenscheiben-Schablone, die von vielen Anbietern für<br />
Servotechnik in mehr oder weniger modifizierter Form angeboten wird. Mit diesem Template<br />
können auch Mehrachsen-Anwendungen einer elektronischen Kurvenscheibe relativ einfach<br />
erstellt werden.<br />
Das Template Cam stellt alle Kernfunktionen der Kurvenscheiben-Technologie zur Verfügung<br />
und kann vom Anwender nicht verändert werden. Über fest definierte Schnittstellen<br />
kommuniziert das Template <strong>mit</strong> dem entsprechenden Zielsystem.<br />
Der Anwender bedient die Kernfunktionen des Templates aus seinem Anwenderprogramm<br />
heraus über die definierte Schnittstelle des Templates. Alle funktionalen Erweiterungen bzw.<br />
Anpassungen von Seiten des Anwenders werden in einem gesonderten Teil des Projektes<br />
realisiert, der sogenannten Anwenderschicht.<br />
Die Anwenderschicht ist der Bereich innerhalb des Projektes, von dem aus der Anwender das<br />
Template steuert und überwacht – häufig über eine Visualisierungsoberfläche –, die<br />
anwendungsspezifischen Parameter festlegt, sowie eigene auf das Template aufbauende IEC<br />
61131-Programme zur Lösung individueller Aufgaben erstellt.<br />
G. Schenke, 1.2013 Mechatronik <strong>FB</strong> Technik, Abt. <strong>E+I</strong> 85