Schmelztauchveredeltes Feinblech.Hot-dip coated sheet.
Schmelztauchveredeltes Feinblech.Hot-dip coated sheet.
Schmelztauchveredeltes Feinblech.Hot-dip coated sheet.

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Formability<br />
All forming processes for the cold-rolled<br />
steel can be used for hot-<strong>dip</strong> <strong>coated</strong><br />
<strong>sheet</strong>s, if tool surface and geometry are<br />
suited to these materials. The last finishing<br />
operation of the tool surface must<br />
take place in the direction of the <strong>sheet</strong><br />
metal flow. This also applies to the<br />
drawing beads and draw radii. The<br />
drawing opening and draw radius may<br />
have to be somewhat enlarged. The tool<br />
surface must be absolutely scratch-free<br />
to avoid abrasion from the coating<br />
which commonly occurs at high forming<br />
unit cycle times. The abrasion can be<br />
minimized by using a suitable drawing<br />
aid or a phospate-treated strip surface.<br />
If possible a thin metallic coating should<br />
always be chosen, as far as the corrosion<br />
protection requirements allow.<br />
The resulting friction forces are significantly<br />
lower than with cold-rolled <strong>sheet</strong><br />
of comparable roughness because of<br />
the metallic coating. Thus the forming<br />
efficiency is increased, which often<br />
results in a higher limiting drawing ratio<br />
or in a greater depth of draw. Due to the<br />
lower friction, higher blank holder forces<br />
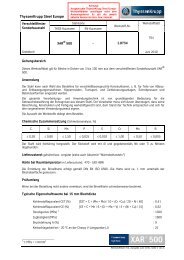
Abrieb der Beschichtungen bei verschiedenen<br />
schmelztauchveredelten <strong>Feinblech</strong>en<br />
Coating abrasion of different hot-<strong>dip</strong> <strong>coated</strong> <strong>sheet</strong>s<br />
Abriebmenge/Mass of abrasion [g/m 2 ]<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
are required when deep drawing than<br />
with cold-rolled <strong>sheet</strong>, with the result<br />
that, although the applicable working<br />
range shifts in terms of level, it is not<br />
restrictive. Just as for cold-rolled <strong>sheet</strong>,<br />
a certain roughness of the hot-<strong>dip</strong> galvanized<br />
<strong>sheet</strong> surface permits optimal<br />
production conditions and safe transportation<br />
of parts through suction cups.<br />
This roughness is adjusted during<br />
temper-rolling.<br />
<strong>Hot</strong>-<strong>dip</strong> galvanized <strong>sheet</strong> Galvannealed<br />
is just as suitable for all deep drawing<br />
processes as normal hot-<strong>dip</strong> galvanized<br />
<strong>sheet</strong>. Due to the iron content in the zinc<br />
layer, the frictional behaviour is more<br />
similar to that of cold-rolled <strong>sheet</strong>.<br />
Because of the higher frictional values,<br />
smaller blank dimensions can be chosen<br />
with stretch forming parts. The fact that<br />
the zinc-iron layer is somewhat less<br />
ductile than the pure zinc layer has to<br />
be borne in mind when lubricating,<br />
maintaining tools and designing the<br />
radii.<br />
All the above-mentioned criteria relating<br />
to hot-<strong>dip</strong> galvanized <strong>sheet</strong> apply<br />
correspondingly to GALFAN ® and<br />
Werkzeugstahl gehärtet;<br />
Ziehgeschwindigkeit = 6 m/min;<br />
Schmiermittel: RP4107S;<br />
2 g/m 2 Oberfläche<br />
Hardened tool steel;<br />
Drawing speed = 6 m/min.;<br />
Lubricant: RP4107S;<br />
2 g/m 2 surface<br />
Kaltfeinblech/Cold-rolled <strong>sheet</strong><br />
Feueraluminiert/<strong>Hot</strong>-<strong>dip</strong> aluminized<br />
GALVALUME ®<br />
GALFAN ®<br />
Feuerverzinkt/<strong>Hot</strong>-<strong>dip</strong> galvanized<br />
Galvannealed<br />
Galvannealed und vorphosphatiert/<br />
Galvannealed and pre-phosphated<br />
GALVALUME ® . GALFAN ® has especially<br />
good forming properties because the<br />
bending angle shows fewer hairline<br />
cracks than hot-<strong>dip</strong> galvanized <strong>sheet</strong><br />
even with narrow radii. The reason lies<br />
in the structure of the very ductile coating.<br />
GALVALUME ® is more liable to<br />
cracking due to the brittle ternary ironaluminium-silicon<br />
layer. Usually these<br />
fine hairline cracks, e.g. when roll-forming<br />
with narrow radii, do not reduce the<br />
corrosion protection, as here too the<br />
zinc content in the coating protects the<br />
steel underneath cathodically. Nor are<br />
appearance and paintability diminished.<br />
The formability of the various hot-<strong>dip</strong><br />
<strong>coated</strong> products is always the same for<br />
comparable steel grades. Although the<br />
values of the tensile test tend to be<br />
worse for products with a harder coating,<br />
i.e. galvannealed and GALVA-<br />
LUME ® , the coating itself does not influence<br />
formability. Because of a certain<br />
sensitivity of the GALVALUME ® surface<br />
to damage in general and especially with<br />
regard to fingerprints, the surface<br />
should be sealed during production (see<br />
page 13). This sealing protects against<br />
surface damage during forming and<br />
against unsightly signs of handling,<br />
works as a lubricant so that it can be<br />
roll-formed without oil and reduces tool<br />
abrasion. The sealed surface can be<br />
painted without problem.<br />
23