Schmelztauchveredeltes Feinblech.Hot-dip coated sheet.
Schmelztauchveredeltes Feinblech.Hot-dip coated sheet.
Schmelztauchveredeltes Feinblech.Hot-dip coated sheet.

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
24<br />
Fügeverfahren<br />
Schweißen ist das am häufigsten angewandte<br />
Fügeverfahren. Feuerverzinktes<br />
<strong>Feinblech</strong> wie auch GALFAN ® lassen<br />
sich gut Widerstandspunktschweißen.<br />
Allerdings müssen im Vergleich zu Kaltfeinblech<br />
ein höherer Schweißstrom und<br />
eine größere Elektrodenkraft aufgebracht<br />
werden, da die Auflage einen<br />
geringeren Übergangswiderstand<br />
besitzt. Dadurch legieren sich die üblichen<br />
Kupferelektroden auf und die<br />
Standmenge, d.h., die Zahl der Schweißpunkte<br />
ist geringer als bei Kaltfeinblech.<br />
Durch geeigneten Elektrodenwerkstoff,<br />
z.B. CuCrZr, und angepasste Elektrodengeometrie<br />
sowie durch ausreichende<br />
Kühlung kann dem entgegengewirkt<br />
werden. Eine Steppersteuerung z.B.<br />
hebt den Schweißstrom in Stufen an<br />
und erhöht damit deutlich die Elektrodenstandmenge.<br />
Günstiger lässt sich feuerverzinktes<br />
<strong>Feinblech</strong> Galvannealed schweißen, da<br />
auf Grund der Zinkeisenschicht die<br />
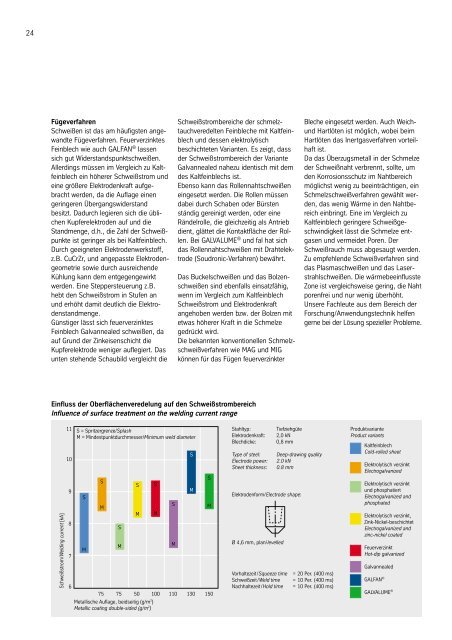
Kupferelektrode weniger auflegiert. Das<br />
unten stehende Schaubild vergleicht die<br />
Schweißstrombereiche der schmelztauchveredelten<br />
<strong>Feinblech</strong>e mit Kaltfeinblech<br />
und dessen elektrolytisch<br />
beschichteten Varianten. Es zeigt, dass<br />
der Schweißstrombereich der Variante<br />
Galvannealed nahezu identisch mit dem<br />
des Kaltfeinblechs ist.<br />
Ebenso kann das Rollennahtschweißen<br />
eingesetzt werden. Die Rollen müssen<br />
dabei durch Schaben oder Bürsten<br />
ständig gereinigt werden, oder eine<br />
Rändelrolle, die gleichzeitig als Antrieb<br />
dient, glättet die Kontaktfläche der Rollen.<br />
Bei GALVALUME ® und fal hat sich<br />
das Rollennahtschweißen mit Drahtelektrode<br />
(Soudronic-Verfahren) bewährt.<br />
Das Buckelschweißen und das Bolzenschweißen<br />
sind ebenfalls einsatzfähig,<br />
wenn im Vergleich zum Kaltfeinblech<br />
Schweißstrom und Elektrodenkraft<br />
angehoben werden bzw. der Bolzen mit<br />
etwas höherer Kraft in die Schmelze<br />
gedrückt wird.<br />
Die bekannten konventionellen Schmelzschweißverfahren<br />
wie MAG und MIG<br />
können für das Fügen feuerverzinkter<br />
Einfluss der Oberflächenveredelung auf den Schweißstrombereich<br />
Influence of surface treatment on the welding current range<br />
Schweißstrom/Welding current [kA]<br />
11<br />
10<br />
9<br />
8<br />
7<br />
S = Spritzergrenze/Splash<br />
M = Mindestpunktdurchmesser/Minimum weld diameter<br />
S<br />
M<br />
S<br />
M<br />
S<br />
M<br />
S<br />
M<br />
Metallische Auflage, beidseitig (g/m 2 )<br />
Metallic coating double-sided (g/m 2 6<br />
75 75 50 100 110 130 150<br />
)<br />
S<br />
M<br />
S<br />
M<br />
S<br />
M<br />
S<br />
M<br />
Stahltyp: Tiefziehgüte<br />
Elektrodenkraft: 2,0 kN<br />
Blechdicke: 0,8 mm<br />
Type of steel: Deep-drawing quality<br />
Electrode power: 2.0 kN<br />
Sheet thickness: 0.8 mm<br />
Elektrodenform/Electrode shape:<br />
Ø 4,6 mm, plan/levelled<br />
Vorhaltezeit/Squeeze time = 20 Per. (400 ms)<br />
Schweißzeit/Weld time = 10 Per. (400 ms)<br />
Nachhaltezeit/Hold time = 10 Per. (400 ms)<br />
Bleche eingesetzt werden. Auch Weichund<br />
Hartlöten ist möglich, wobei beim<br />
Hartlöten das Inertgasverfahren vorteilhaft<br />
ist.<br />
Da das Überzugsmetall in der Schmelze<br />
der Schweißnaht verbrennt, sollte, um<br />
den Korrosionsschutz im Nahtbereich<br />
möglichst wenig zu beeinträchtigen, ein<br />
Schmelzschweißverfahren gewählt werden,<br />
das wenig Wärme in den Nahtbereich<br />
einbringt. Eine im Vergleich zu<br />
Kaltfeinblech geringere Schweißgeschwindigkeit<br />
lässt die Schmelze entgasen<br />
und vermeidet Poren. Der<br />
Schweißrauch muss abgesaugt werden.<br />
Zu empfehlende Schweißverfahren sind<br />
das Plasmaschweißen und das Laserstrahlschweißen.<br />
Die wärmebeeinflusste<br />
Zone ist vergleichsweise gering, die Naht<br />
porenfrei und nur wenig überhöht.<br />
Unsere Fachleute aus dem Bereich der<br />
Forschung/Anwendungstechnik helfen<br />
gerne bei der Lösung spezieller Probleme.<br />
Produktvariante<br />
Product variants<br />
Kaltfeinblech<br />
Cold-rolled <strong>sheet</strong><br />
Elektrolytisch verzinkt<br />
Electrogalvanized<br />
Elektrolytisch verzinkt<br />
und phosphatiert<br />
Electrogalvanized and<br />
phosphated<br />
Elektrolytisch verzinkt,<br />
Zink-Nickel-beschichtet<br />
Electrogalvanized and<br />
zinc-nickel <strong>coated</strong><br />
Feuerverzinkt<br />
<strong>Hot</strong>-<strong>dip</strong> galvanized<br />
Galvannealed<br />
GALFAN ®<br />
GALVALUME ®