

E_1934_Zeitung_Nr.054
E_1934_Zeitung_Nr.054
E_1934_Zeitung_Nr.054

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
V AUTOMOBIL-REVUE <strong>1934</strong><br />
Qualität der schweizerisch-amerikanischen<br />
Plymouth- und Dodge-Wagen nur die Versicherung<br />
eines anlässlich unseres Besuches<br />
in Arbon weilenden amerikanischen Automobilingenieurs<br />
zitieren, der erklärte, nirgends<br />
iin der Welt ein so verständiges, gewissenhaftes<br />
und handwerklich geschicktes<br />
Personal angetroffen zu haben, wie hier in<br />
der Schweiz. Es ist klar, dass der Vorzug,<br />
über durchwegs geschulte Arbeiter disponieren<br />
zu können, auch dem Arbeitsprodukt zugute<br />
kommt. Man darf sich also über diesen<br />
neuen Zweig unserer Automobilfabrikation,<br />
aufrichtig freuen. Er stellt eine glückliche<br />
Kombination der besten Werte aus zwei<br />
Ländern dar und zeigt einen sehr interessanten<br />
Ausweg aus dem Irrgarten der übersetzten<br />
Importe und der eigenen Arbeitslosigkeit,<br />
b.<br />
Rundgang<br />
durch die Montagehalle.<br />
Der Umfang und Charakter der Einrichtungen,<br />
die Saurer für die Montage der<br />
Plymouth- und Dodge-Wagen getroffen hat,<br />
bieten ein vorzügliches Beispiel für wohlüberlegte<br />
Organisation. Bei den vorgeseduktionszahlen<br />
— ca. 600 Plymouth- und<br />
henen verhältnismässig bescheidenen Pro-<br />
200 Dodge-Wagen — konnten natürlich Anlagen,<br />
wie sie etwa die Amerikaner für die<br />
Massenherstellung von Automobilen verwenden,<br />
nicht in Frage kommen. Der Besucher<br />
späht also umsonst nach Konveyern, laufenden<br />
Bändern und anderen ähnlichen Einrichtungen,<br />
durch welche die Handarbeit und der<br />
Zeitbedarf auf das letzte Minimum herabgesetzt<br />
werden. Es handelt sich ja auch nicht<br />
darum, die vorgesehene Serie Wagen in<br />
einem Tag fertigzustellen und die^ Arbeitskräfte<br />
und Einrichtungen hierauf brach liegen<br />
.zu lassen, im Gegenteil. So wie die Organisation<br />
getroffen ist, bietet sie höchste<br />
Garantie für bestmögliche Ausnützung der<br />
schon bestehenden Werte.<br />
Im übrigen ist natürlich durch scharf<br />
durchdachte Planmässigkeit dafür gesorgt,<br />
dass jede vermeidbare Leerlaufarbeit vermieden<br />
wird. Dje einzelnen Arbeitsvorgänge<br />
schliessen sich in der Reihenfolge aneinander<br />
an, die sich in langen Versuchen als die<br />
günstigste herausgestellt hat, und die Werkzeuge<br />
und Hilfsmaschinen, die ganz bedeutende<br />
Kapitalinvestitionen erforderten, wurden<br />
in ihrer Art oind, Anzahl genau-den-^orgesehenen<br />
Produktionszahlen angepässt<br />
Es versteht sich von selbst, dass man daneben<br />
aber auch so gut wie möglich von den<br />
Tricks und Erfahrungen des amerikanischen<br />
Automobilbaues zu profitieren suchte. Für<br />
die ersten Monate hat man sich zur Mitberatung<br />
in organisatorischen Fragen und zur<br />
Schulung und Instruktion der Arbeitskräfte<br />
einen amerikanischen Vorarbeiter verpflichtet.<br />
Die Bestandteile des in Entstehung begriffenen<br />
Wagens wandern von Montage-<br />
Station zu Montage-Station in zeitlich genau<br />
festgelegten Intervallen, so dass sie automatisch<br />
in einem bestimmten Moment zusammenlaufen.<br />
Jede Montage-Station hat ihre<br />
ständig gleichen Arbeitskräfte, ihre eigenen,<br />
sorgfältig ausgewählten Werkzeuge und<br />
Vorrichtungen. Das mehr oder weniger rasche<br />
Gelingen einer Arbeit ist überall vom<br />
Zufall weitgehend unabhängig gemacht. Ein<br />
Suchen nach Einzelbestandteilen oder ein<br />
weitläufiges Herholen von Hilfsmitteln gibt<br />
es nicht, denn alles ist vorbedacht und überall<br />
herrscht System.<br />
Die zur Fertig-Montage eines Wagens notwendige<br />
Arbeitszeit beträgt heute noch etwa<br />
300 Stunden. Mit der Zeit hofft man aber die<br />
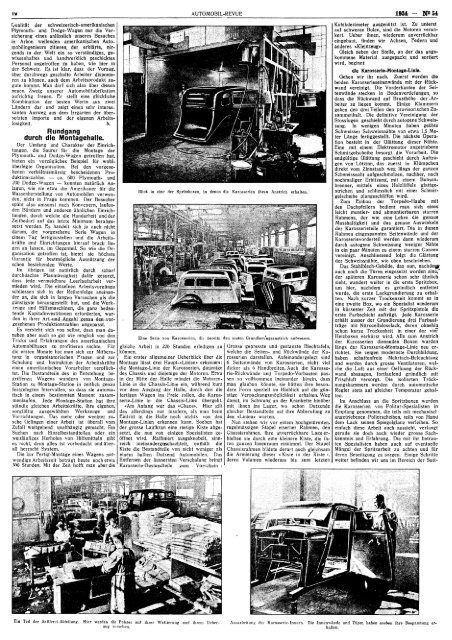
Blick in eine der Spritzboxen, in denen die Karosserien ihren Anstrich erhalten.<br />
Eine Serie von Karosserien, die bereits den ersten Grundierungsanstrich aufweisen.<br />
gleiche Arbeit in 220 Stunden erledigen zu<br />
können.<br />
Ein erster allgemeiner Ueberblick über die<br />
Montage Iässt drei Haupt-«Linien» erkennen:<br />
die Montage-Linie der Karosserien, diejenige<br />
des Chassis und diejenige der Motoren. Etwa<br />
in der Mitte der Halle mündet die Motoren-<br />
Linie in die Chassis-Linie ein, während kurz<br />
vor dem Ausgang der Halle, durch den die<br />
fertigen Wagen ins Freie rollen, die Karosserie-Unie<br />
in die Chassis-Linie übergeht.<br />
«Am Anfang war das «Chaos». Hier gilt<br />
das allerdings nur insofern, als man beim<br />
Eintritt in die Halle noch nichts von den<br />
Montage-Linien erkennen kann. Soeben hat<br />
der grosse Laufkran eine riesige Kiste abgesetzt,<br />
die nun von einigen Spezialisten geöffnet<br />
wird. .Raffiniert ausgeknobelt, sinnreich<br />
ineinandergeschachtelt, enthält die<br />
Kiste die Bestandteile von nicht weniger als<br />
einem halben Dutzend Automobilen. Das<br />
Entfernen der äussersten Verschalung bringt<br />
Karosserie-Bestandteile zum Vorschein :<br />
Qrosse gepresste und gestanzte Blechtafeln,<br />
welche die Seiten- und Rückwände der Karosserien<br />
darstellen. Aufeinandergelegt sind<br />
6 Seitenwände von Karosserien, nicht viel<br />
dicker als 6 Handbreiten. Auch die Karosserie-Rückwände<br />
und Torpedo-Vorbauten passen<br />
so vollkommen ineinander hinein, dass<br />
man glauben könnte, sie hätten ihre besondere<br />
Form speziell im Hinblick auf die günstige<br />
Verpackungsmöglichkeit erhalten. Weg<br />
damit, im Schwung an der Krankette hinüber<br />
mit ihnen ins Lager, wo schon Dutzende<br />
gleicher Bestandteile auf ihre Abberufung zu<br />
den «Linien» warten.<br />
Nun stehen wir vor einem hochgetürmten,<br />
regelmässigen Stapel eiserner Rahmen, den<br />
Chassisrahmen. Ihre unverrückbare Lage erhielten<br />
sie durch eine kleinere Kiste, die ihren<br />
ganzen Innenraum einnimmt. Der Stapel<br />
Chassisrahmen bildete derart auch gleichsam<br />
die Armierung dieser « Kiste in der Kiste ».<br />
deren Volumen wiederum bis zum letzten<br />
No 54<br />
Kubikdezimeter ausgenützt ist. Zu unterst<br />
auf schweren Bolen, sind die Motoren verankert.<br />
Ueber ihnen, wiederum unverrückbar<br />
eingebaut, finden wir Achsen, Federn und<br />
anderes «Kleinzeug».<br />
Gleich neben der Stelle, an der das angekommene<br />
Material ausgepackt und sortiert<br />
wird, beginnt<br />
die Karosserle-Montage-Linie.<br />
Gehen wir ihr nach. Zuerst werden die<br />
beiden Karosserieseitenwände mit der Rückwand<br />
vereinigt. Die Vorderkanten der Seitenwände<br />
stecken in Bodenvertiefungen, so<br />
dass die Rückwand auf Brusthöhe der-Arbeiter<br />
zu liegen kommt. Einige Klammern<br />
geben den drei Teilen den provisorischen Zusammenhalt.<br />
Die definitive Vereinigung der<br />
Stossfugen geschieht durch autogene Schweissung.<br />
In wenigen Minuten haben geübte<br />
Schweisser Schweissnähte von etwa 1,5 Meter<br />
Länge fertiggestellt. Die nächste Operation<br />
besteht in der Glättung dieser Nähte.<br />
Eine mit einem Elektromotor angetriebene<br />
Schmirgelscheibe besorgt die Vorarbeit. Die<br />
endgültige Glättung geschieht durch Auftragen<br />
von Lötzinn, das zuerst in Klümpchen<br />
direkt vom Zinnstaub weg längs der ganzen<br />
Schweissnaht aufgeschmolzen, nachher, nach<br />
nochmaliger Erhitzung, mit einem Bunsenbrenner,<br />
mittels eines Holzlöffels glattgestrichen<br />
und schliesslich mit einer Schmirgelscheibe<br />
plangeschliffen wird.<br />
Zum Einbau der Torpedo-Haube mit<br />
den Dachpfeilern bedient man sich eines<br />
leicht montier- und abmontierbaren starren<br />
Rahmens, der wie eine Lehre die genaue<br />
Masshaltigkeit und das genaue Auswinkeln<br />
der Karosserieteile garantiert. Die in diesen<br />
Rahmen eingespannten Seitenwände und der<br />
Karosserievorderteil werden dann wiederum<br />
durch autogene Schweissung weniger Nähte<br />
in ein paar Minuten zu einem starren Ganzen<br />
vereinigt. Anschliessend folgt die Glättung<br />
der Schweissnähte, wie oben beschrieben.<br />
Das Stahlblech-Gebilde, das nun, nachdeipf<br />
auch noch die Türen eingesetzt worden sinct,"<br />
der späteren Karosserie schon sehr ähnlich<br />
sieht, wandert weiter in die erste Spritzbox,<br />
um hier, nachdem es gründlich entfettet<br />
wurde, die erste Lackgrundierung zu erhalten.<br />
Nach kurzer Trockenzeit kommt es in<br />
eine zweite Box, wo ein Spezialist wiederum<br />
in kürzester Zeit mit der Spritzpistole die<br />
erste Farbschicht aufträgt. Jede Karosserie<br />
erhält ausser der Grundierung drei Farbaufträge<br />
mit Nitrocelluloselack, deren ohnehin<br />
schon kurze Trockenheit in einer der vier<br />
Heizboxen verkürzt wird. Alle zum Anstrich<br />
der Karosserien dienenden Boxen wurden<br />
längs der Karosserie4Montage-Linie neu errichtet.<br />
Sie zeigen modernste Durchbildung,<br />
haben schattenfreie iMehrfach-Beleuchtung<br />
und werden durch grosse Ventilatoren, welche<br />
die Luft aus einer Oeffnung der Rückwand<br />
absaugen, fortlaufend gründlich mit<br />
Frischluft versorgt. Die isolierten Tröcknungskammern<br />
werden durch automatische<br />
Regler stets auf gleicher Temperatur gehalten.<br />
Im Anschluss an die Spritzboxen werden<br />
die Karosserien von Politur-Spezialisten in<br />
Empfang genommen, die teils mit mechanisch<br />
angetriebenen Polierscheiben, teils von Hanü<br />
dem Lack seinen Spiegelglanz verleihen. So<br />
einfach diese Arbeit auch aussieht, verlangt<br />
gerade sie doch auch wieder grosse Sachkenntnis<br />
und Erfahrung. Die mit ihr betrauten<br />
Spezialisten haben auch auf eventuelle<br />
Mängel der Spritzarbeit zu achten und für<br />
deren Beseitigung zu sorgen. Einige Schritte<br />
weiter befinden wir uns im Bereich der Satt-<br />
Ein Teil der Sattlerei-Abteilung. Hier werden die Polster mit ihrer Wattierung und ihrem Ueberzug<br />
versehen.<br />
Ausarbeitung des Karosserie-Innern. Die Innenwände und Türen haben soeben ihre Bespannung erhalten.

