


Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
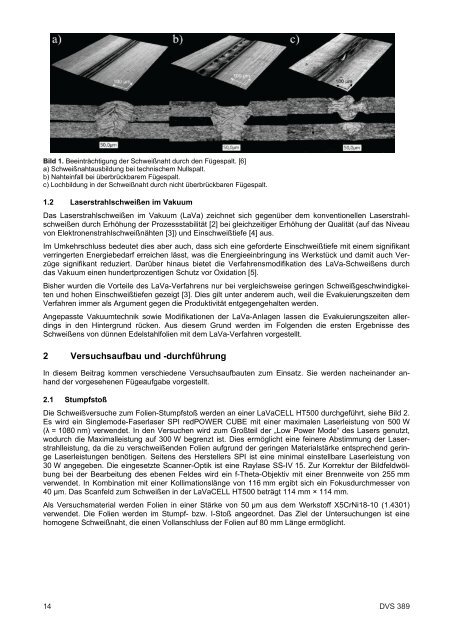
Bild 1. Beeinträchtigung der Schweißnaht durch den Fügespalt. [6]<br />
a) Schweißnahtausbildung bei technischem Nullspalt.<br />
b) Nahteinfall bei überbrückbarem Fügespalt.<br />
c) Lochbildung in der Schweißnaht durch nicht überbrückbaren Fügespalt.<br />
1.2 Laserstrahlschweißen im Vakuum<br />
Das Laserstrahlschweißen im Vakuum (LaVa) zeichnet sich gegenüber dem konventionellen Laserstrahlschweißen<br />
durch Erhöhung der Prozessstabilität [2] bei gleichzeitiger Erhöhung der Qualität (auf das Niveau<br />
von Elektronenstrahlschweißnähten [3]) und Einschweißtiefe [4] aus.<br />
Im Umkehrschluss bedeutet dies aber auch, dass sich eine geforderte Einschweißtiefe mit einem signifikant<br />
verringerten Energiebedarf erreichen lässt, was die Energieeinbringung ins Werkstück und damit auch Verzüge<br />
signifikant reduziert. Darüber hinaus bietet die Verfahrensmodifikation des LaVa-Schweißens durch<br />
das Vakuum einen hundertprozentigen Schutz vor Oxidation [5].<br />
Bisher wurden die Vorteile des LaVa-Verfahrens nur bei vergleichsweise geringen Schweißgeschwindigkeiten<br />
und hohen Einschweißtiefen gezeigt [3]. Dies gilt unter anderem auch, weil die Evakuierungszeiten dem<br />
Verfahren immer als Argument gegen die Produktivität entgegengehalten werden.<br />
Angepasste Vakuumtechnik sowie Modifikationen der LaVa-Anlagen lassen die Evakuierungszeiten allerdings<br />
in den Hintergrund rücken. Aus diesem Grund werden im Folgenden die ersten Ergebnisse des<br />
Schweißens von dünnen Edelstahlfolien mit dem LaVa-Verfahren vorgestellt.<br />
2 Versuchsaufbau und -durchführung<br />
In diesem Beitrag kommen verschiedene Versuchsaufbauten zum Einsatz. Sie werden nacheinander anhand<br />
der vorgesehenen Fügeaufgabe vorgestellt.<br />
2.1 Stumpfstoß<br />
Die Schweißversuche zum Folien-Stumpfstoß werden an einer LaVaCELL HT500 durchgeführt, siehe Bild 2.<br />
Es wird ein Singlemode-Faserlaser SPI redPOWER CUBE mit einer maximalen Laserleistung von 500 W<br />
(λ = 1080 nm) verwendet. In den Versuchen wird zum Großteil der „Low Power Mode“ des Lasers genutzt,<br />
wodurch die Maximalleistung auf 300 W begrenzt ist. Dies ermöglicht eine feinere Abstimmung der Laserstrahlleistung,<br />
da die zu verschweißenden Folien aufgrund der geringen Materialstärke entsprechend geringe<br />
Laserleistungen benötigen. Seitens des Herstellers SPI ist eine minimal einstellbare Laserleistung von<br />
30 W angegeben. Die eingesetzte Scanner-Optik ist eine Raylase SS-IV 15. Zur Korrektur der Bildfeldwölbung<br />
bei der Bearbeitung des ebenen Feldes wird ein f-Theta-Objektiv mit einer Brennweite von 255 mm<br />
verwendet. In Kombination mit einer Kollimationslänge von 116 mm ergibt sich ein Fokusdurchmesser von<br />
40 µm. Das Scanfeld zum Schweißen in der LaVaCELL HT500 beträgt 114 mm × 114 mm.<br />
Als Versuchsmaterial werden Folien in einer Stärke von 50 µm aus dem Werkstoff X5CrNi18-10 (1.4301)<br />
verwendet. Die Folien werden im Stumpf- bzw. I-Stoß angeordnet. Das Ziel der Untersuchungen ist eine<br />
homogene Schweißnaht, die einen Vollanschluss der Folien auf 80 mm Länge ermöglicht.<br />
14<br />
DVS 389














