- Page 1 and 2:
An Investigation into curved layer
- Page 3 and 4:
Contents Abstract..................
- Page 5 and 6:
3.5.2 Fabepoxy.....................
- Page 7 and 8:
methodology to print simple curved
- Page 9 and 10:
List of Figures 1.1 The Rapid proto
- Page 11 and 12:
4.3 Parts being tested with Hounsfi
- Page 13 and 14:
List of Abbreviations 3D: Three dim
- Page 15 and 16:
Fig 1.1 The Rapid prototyping Cycle
- Page 17 and 18:
1.1.1 Stereolithography Stereolitho
- Page 19 and 20:
The object to be made is first mode
- Page 21 and 22:
1.1.5 Laser Engineered Net Shaping
- Page 23 and 24:
1.2 Fused Deposition Modeling A det
- Page 25 and 26:
Fig 1.8 Deposition Head Different t
- Page 27 and 28:
900mc is capable of producing parts
- Page 29 and 30:
noted that the parts built in this
- Page 31 and 32:
structure. Honeycomb scaffold archi
- Page 33 and 34:
optimal direction to build a part t
- Page 35 and 36:
processing treatment was analyzed w
- Page 37 and 38:
The actual influence of the curved
- Page 39 and 40:
Separating the Main part with its s
- Page 41 and 42:
limited to simple models. It could
- Page 43 and 44:
Fig 2.2 Faces, Edges and Vertices o
- Page 45 and 46:
2.1.5 Constructive Solid Geometry C
- Page 47 and 48:
A STL file is a triangular represen
- Page 49 and 50:
Fig 2.8 A sample Binary STL File Sl
- Page 51 and 52:
Different processes may either vary
- Page 53 and 54:
At the very outset of generating th
- Page 55 and 56:
and correction of each point to sat
- Page 57 and 58:
apid prototyping machine are remove
- Page 59 and 60: Fig 2.13 Main Part Fig 2.14 Support
- Page 61 and 62: As this text file is to be used wit
- Page 63 and 64: mounted to the axes carriage. Timin
- Page 65 and 66: Fig 3.1 The deposition head At the
- Page 67 and 68: 3.2.3 Assembling Electronics and ca
- Page 69 and 70: microcontroller is now disconnected
- Page 71 and 72: The relationship between test point
- Page 73 and 74: on the mechanical properties and po
- Page 75 and 76: 3.5.1 Silicone with other materials
- Page 77 and 78: Fab@home machine. Since our require
- Page 79 and 80: are printed using the two suitable
- Page 81 and 82: The support structure‟s dimension
- Page 83 and 84: machine Fig 3.13 Flat and curved la
- Page 85 and 86: 4.1 Experimental conditions Chapter
- Page 87 and 88: have many factors from contention a
- Page 89 and 90: 4.3 Taguchi methods There are two t
- Page 91 and 92: Such steps usually identify the nee
- Page 93 and 94: Nominal is best Larger is better S
- Page 95 and 96: Control of material flow - The lead
- Page 97 and 98: Fig 4.3 Parts being tested with Hou
- Page 99 and 100: values in all cases are almost doub
- Page 101 and 102: level. The other parameters were in
- Page 103 and 104: The finite element method has had a
- Page 105 and 106: performance of finished FDM parts [
- Page 107 and 108: ehaviour with failure occurring at
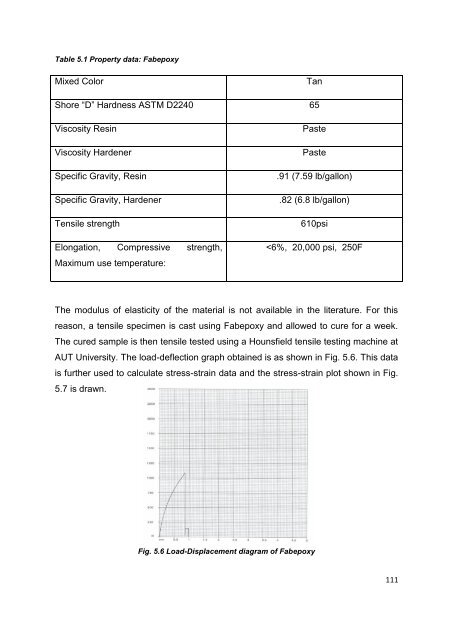
- Page 109: Fig. 2 (a) is the thin curved part
- Page 113 and 114: optimum number. The final finite el
- Page 115 and 116: Fig. 5.11 Load and boundary conditi
- Page 117 and 118: overall deflection pattern of two s
- Page 119 and 120: Fig. 5.13 Variation of compressive
- Page 121 and 122: Fig. 5.15 shows the overall deforma
- Page 123 and 124: The effectiveness of the deposition
- Page 125 and 126: [11] M. Greul, T. Pintat, M. Greuli
- Page 127 and 128: [32] Philip J. Ross, 1988, “Taguc