- Page 2 and 3: Report of Investigations 9689Dust C
- Page 4: FUNDAMENTALS OF DUSTCOLLECTION SYST
- Page 7 and 8: Minimizing Field Fits and Welds ...
- Page 9 and 10: Recommendations for Proper Wet Dril
- Page 11 and 12: CONTROL TECHNOLOGIES FOR FILLING 50
- Page 13 and 14: Effective Filtration ..............
- Page 15 and 16: ILLUSTRATIONSFigure 1.1. Relationsh
- Page 17 and 18: Figure 3.2. The air and water flow
- Page 22: Figure 9.5. Problem created by heat
- Page 25 and 26: UNIT OF MEASURE ABBREVIATIONSUSED I
- Page 28: Robert J. Franta, Quotation Enginee
- Page 32 and 33: silica. Quartz is the most common s
- Page 34 and 35: DUST CONTROL HANDBOOK FOR INDUSTRIA
- Page 36 and 37: CHAPTER 1: FUNDAMENTALS OFDUST COLL
- Page 38 and 39: The shape of particles affects how
- Page 40 and 41: EXHAUST SYSTEMS DESIGNAll exhaust s
- Page 42 and 43: stripping, which allows workers to
- Page 44 and 45: When using the air quantities in Ta
- Page 46 and 47: X = distance in feet from the face
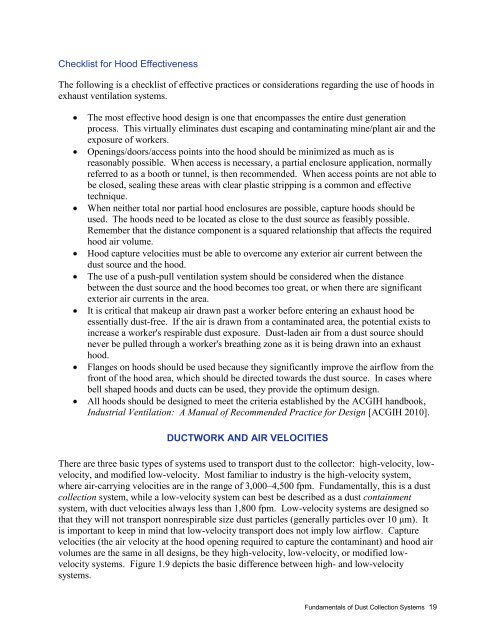
- Page 50 and 51: A major disadvantage of the high-ve
- Page 52 and 53: A common misconception when designi
- Page 54 and 55: Avoiding Mitered Elbows Greater Tha
- Page 56 and 57: Figure 1.13. Depiction of the horiz
- Page 58 and 59: Figure 1.14. Typical design of grav
- Page 60 and 61: Baghouse CollectorsBaghouse dust co
- Page 62 and 63: Table 1.2. Emission factors for cru
- Page 64 and 65: Figure 1.17. Typical design of a me
- Page 66 and 67: Reverse Jet (Pulse Jet) CollectorsR
- Page 68 and 69: Figure 1.20. Cartridge collector wi
- Page 70 and 71: Wet scrubbers are particularly adva
- Page 72 and 73: Electrostatic precipitators normall
- Page 74 and 75: may be related to specific applicat
- Page 76 and 77: times. When considering the depth o
- Page 78 and 79: Figure 1.25. Demonstration of how a
- Page 80 and 81: Figure 1.26. A typical fan performa
- Page 82 and 83: Fan TypesThere are two basic types
- Page 84 and 85: Figure 1.30. Typical centrifugal fa
- Page 86 and 87: Figure 1.32. Typical roof ventilato
- Page 89 and 90: DUST CONTROL HANDBOOK FOR INDUSTRIA
- Page 91 and 92: The vast majority of dust particles
- Page 93 and 94: Table 2.1. Particle/droplet size in
- Page 95 and 96: Air Atomizing NozzlesAir atomizing
- Page 97 and 98: Hydraulic Flat Fan NozzlesFigure 2.
- Page 99 and 100:
for dust knockdown or suppression,
- Page 101 and 102:
Nozzle MaintenanceFigure 2.14. Typi
- Page 103 and 104:
Accidental DamageInadvertent harm t
- Page 105 and 106:
NDT Educational Resource Center, Io
- Page 107 and 108:
78 Wet Spray SystemsDUST CONTROL HA
- Page 109 and 110:
contains a piston which delivers ha
- Page 111 and 112:
produce an increase in the penetrat
- Page 113 and 114:
Dry DrillingDry drilling is accompl
- Page 115 and 116:
Circular ShroudIn contrast to the u
- Page 117 and 118:
The collector airflow has a more su
- Page 119 and 120:
Air-Blocking ShelfThe air-blocking
- Page 121 and 122:
dust emissions from mast lowering,
- Page 123 and 124:
This simple procedure of creating a
- Page 125 and 126:
Figure 3.15. Air ring seal used to
- Page 127 and 128:
Figure 3.17. Illustrations showing
- Page 129 and 130:
unsubstantiated due to the inconsis
- Page 131 and 132:
safety considerations may preclude
- Page 133 and 134:
Figure 3.22. A filtration unit, loc
- Page 135 and 136:
Miller S, Emerick JC, Vogely WA [19
- Page 137 and 138:
USBM [1995]. The reduction of airbo
- Page 139 and 140:
110 Drilling and BlastingDUST CONTR
- Page 141 and 142:
Wet Control MethodsPREVENTION AND S
- Page 143 and 144:
Figure 4.2. Examples of compressive
- Page 145 and 146:
Figure 4.5. Illustration of a dry (
- Page 147 and 148:
Figure 4.6. Illustration of a dry (
- Page 149 and 150:
Wet dust control methods for crushi
- Page 151 and 152:
Work Practices to Minimize Dust Exp
- Page 153 and 154:
Some specialty grinding operations
- Page 155 and 156:
should be frequently inspected for
- Page 157 and 158:
Open screen decks slowly to allow i
- Page 160 and 161:
DUST CONTROL HANDBOOK FOR INDUSTRIA
- Page 162 and 163:
CHAPTER 5: CONVEYING AND TRANSPORTT
- Page 164 and 165:
Figure 5.3. Basic depiction of mate
- Page 166 and 167:
that the material falls before land
- Page 168 and 169:
Figure 5.10. Skirtboard used within
- Page 170 and 171:
CarrybackMaterial that sticks or cl
- Page 172 and 173:
CONVEYOR DESIGN AND MAINTENANCE ISS
- Page 174 and 175:
Figure 5.15. Conveyor transfer encl
- Page 176 and 177:
High-volume, high-pressure sprays s
- Page 178 and 179:
Figure 5.19. Depiction of a bucket
- Page 180 and 181:
Figure 5.21. Depiction of two types
- Page 182 and 183:
Figure 5.25. Venturi eductor utiliz
- Page 184 and 185:
DUST CONTROL HANDBOOK FOR INDUSTRIA
- Page 186 and 187:
CHAPTER 6: BAGGINGThis chapter disc
- Page 188 and 189:
caused during manufacturing, includ
- Page 190 and 191:
Overall PerforationsThe use of over
- Page 192 and 193:
Figure 6.5. Open-top bag being load
- Page 194 and 195:
Bagging operators should be aware t
- Page 196 and 197:
Figure 6.8. Exhaust hood to capture
- Page 198 and 199:
In the original design, a single no
- Page 200 and 201:
The OASIS is a relatively simple de
- Page 202 and 203:
Figure 6.13. Bag storage shelves sh
- Page 204 and 205:
Figure 6.14. Bag and belt cleaner d
- Page 206 and 207:
other industrial application using
- Page 208 and 209:
The robotic arm automatic palletize
- Page 210 and 211:
For many years, this plastic wrappi
- Page 212 and 213:
warehouse location until a later ti
- Page 214 and 215:
used successfully to perform this c
- Page 216 and 217:
DUST CONTROL HANDBOOK FOR INDUSTRIA
- Page 218 and 219:
CHAPTER 7: BULK LOADINGDuring the b
- Page 220 and 221:
Figure 7.2. Loading spout discharge
- Page 222 and 223:
Cascading Loading SpoutFigure 7.5 i
- Page 224 and 225:
a seal at the entry and exit points
- Page 226:
REFERENCESBiere G, Swinderman RT, M
- Page 229 and 230:
200 Bulk LoadingDUST CONTROL HANDBO
- Page 231 and 232:
many years, as well as some new and
- Page 233 and 234:
Figure 8.2. Air spray manifold desi
- Page 235 and 236:
Figure 8.3. Test subject wearing po
- Page 237 and 238:
Spills of product material are a co
- Page 239 and 240:
epetitive dust leaks should not sim
- Page 241 and 242:
Effective Upward Airflow PatternThe
- Page 243 and 244:
Figure 8.8. Open-structure design c
- Page 245 and 246:
manually removing the bags and plac
- Page 247 and 248:
Figure 8.12. Increase in worker’s
- Page 249 and 250:
In other cases, an operation may wa
- Page 251 and 252:
Cecala AB, O'Brien AD, Pollock DE,
- Page 253 and 254:
224 Controls for Secondary SourcesD
- Page 255 and 256:
where C o = outside respirable dust
- Page 257 and 258:
minimal improvement in the cab's ai
- Page 259 and 260:
RECOMMENDATIONS FOR FILTRATION/PRES
- Page 261 and 262:
Effective FiltrationFigure 9.4. Res
- Page 263 and 264:
average decay times were between 16
- Page 265 and 266:
Figure 9.6. Filtration unit showing
- Page 267 and 268:
This table highlights a number of c
- Page 269 and 270:
NIOSH [2001b]. Technology news 486:
- Page 271 and 272:
DUST CONTROL HANDBOOK FOR INDUSTRIA
- Page 273 and 274:
upon the wind velocity (or disturba
- Page 275 and 276:
Maximum size is the largest particl
- Page 277 and 278:
Figure 10.4. Use of end-dumping wit
- Page 279 and 280:
conditions. Performance of each of
- Page 281 and 282:
A water truck, used to apply water
- Page 283 and 284:
Surfactants work by reducing the su
- Page 285 and 286:
which differed for the various site
- Page 287 and 288:
Figure 10.9. Self-tarping dump truc
- Page 289 and 290:
percent [Fryrear and Skidmore 1985]
- Page 291 and 292:
Figure 10.12. The armoring process
- Page 293 and 294:
A current method of stockpile forma
- Page 295 and 296:
Figure 10.15. Demonstration of how
- Page 297 and 298:
Chekan GJ, Cecala AB, Colinet JF [2
- Page 299 and 300:
Midwest Research Institute [1981].
- Page 302 and 303:
DUST CONTROL HANDBOOK FOR INDUSTRIA
- Page 304 and 305:
GLOSSARYAbrader. An implement used
- Page 306 and 307:
Carryback. Material that sticks or
- Page 308 and 309:
End-dumping. A process of spreading
- Page 310 and 311:
Open structure building design. A p
- Page 312 and 313:
Table bushing. A bushing used to se
- Page 314:
Delivering on the Nation’s promis