

Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
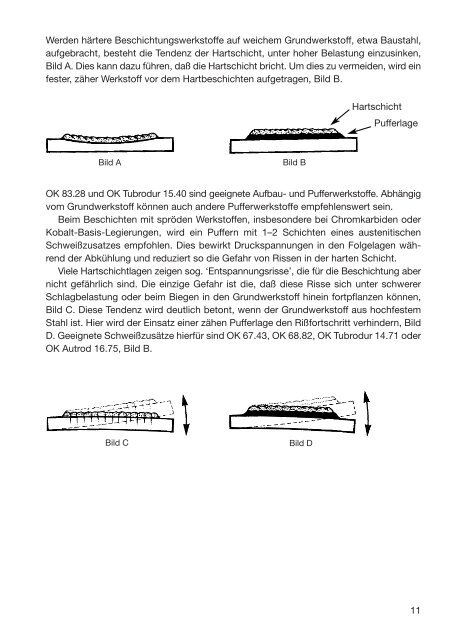
Werden härtere Beschichtungswerkstoffe auf weichem Gr<strong>und</strong>werkstoff, etwa Baustahl,<br />
aufgebracht, besteht die Tendenz der Hartschicht, unter hoher Belastung einzusinken,<br />
Bild A. Dies kann dazu führen, daß die Hartschicht bricht. Um dies zu vermeiden, wird ein<br />
fester, zäher Werkstoff vor dem Hartbeschichten aufgetragen, Bild B.<br />
Bild A Bild B<br />
OK 83.28 <strong>und</strong> OK Tubrodur 15.40 sind geeignete Aufbau- <strong>und</strong> Pufferwerkstoffe. Abhängig<br />
vom Gr<strong>und</strong>werkstoff können auch andere Pufferwerkstoffe empfehlenswert sein.<br />
Beim Beschichten mit spröden Werkstoffen, insbesondere bei Chromkarbiden oder<br />
Kobalt-Basis-Legierungen, wird ein Puffern mit 1–2 Schichten eines austenitischen<br />
Schweißzusatzes empfohlen. Dies bewirkt Druckspannungen in den Folgelagen während<br />
der Abkühlung <strong>und</strong> reduziert so die Gefahr von Rissen in der harten Schicht.<br />
Viele Hartschichtlagen zeigen sog. ‘Entspannungsrisse’, die <strong>für</strong> die Beschichtung aber<br />
nicht gefährlich sind. Die einzige Gefahr ist die, daß diese Risse sich unter schwerer<br />
Schlagbelastung oder beim Biegen in den Gr<strong>und</strong>werkstoff hinein fortpflanzen können,<br />
Bild C. Diese Tendenz wird deutlich betont, wenn der Gr<strong>und</strong>werkstoff aus hochfestem<br />
Stahl ist. Hier wird der Einsatz einer zähen Pufferlage den Rißfortschritt verhindern, Bild<br />
D. Geeignete Schweißzusätze hier<strong>für</strong> sind OK 67.43, OK 68.82, OK Tubrodur 14.71 oder<br />
OK Autrod 16.75, Bild B.<br />
Bild C Bild D<br />
Hartschicht<br />
Pufferlage<br />
11














