

Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
98-1281_Handboksvets_ty30-61 06-05-08 18.22 Sida 49<br />
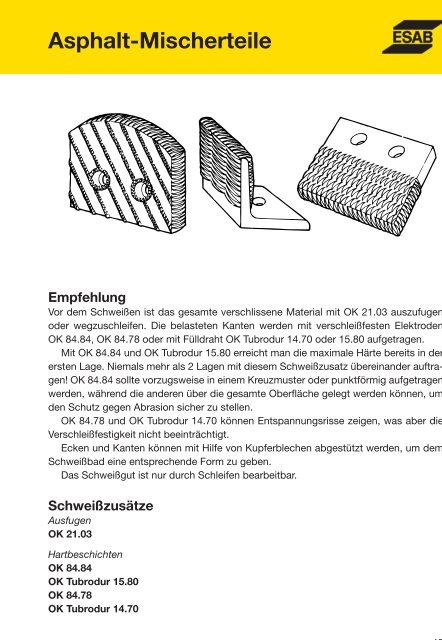
Asphalt-Mischerteile<br />
Empfehlung<br />
Vor dem Schweißen ist <strong>das</strong> gesamte verschlissene Material mit OK 21.03 auszufugen<br />
oder wegzuschleifen. Die belasteten Kanten werden mit verschleißfesten Elektroden<br />
OK 84.84, OK 84.78 oder mit Fülldraht OK Tubrodur 14.70 oder 15.80 aufgetragen.<br />
Mit OK 84.84 <strong>und</strong> OK Tubrodur 15.80 erreicht man die maximale Härte bereits in der<br />
ersten Lage. Niemals mehr als 2 Lagen mit diesem Schweißzusatz übereinander auftragen!<br />
OK 84.84 sollte vorzugsweise in einem Kreuzmuster oder punktförmig aufgetragen<br />
werden, während die anderen über die gesamte Oberfläche gelegt werden können, um<br />
den Schutz gegen Abrasion sicher zu stellen.<br />
OK 84.78 <strong>und</strong> OK Tubrodur 14.70 können Entspannungsrisse zeigen, was aber die<br />
Verschleißfestigkeit nicht beeinträchtigt.<br />
Ecken <strong>und</strong> Kanten können mit Hilfe von Kupferblechen abgestützt werden, um dem<br />
Schweißbad eine entsprechende Form zu geben.<br />
Das Schweißgut ist nur durch Schleifen bearbeitbar.<br />
Schweißzusätze<br />
Ausfugen<br />
OK 21.03<br />
Hartbeschichten<br />
OK 84.84<br />
OK Tubrodur 15.80<br />
OK 84.78<br />
OK Tubrodur 14.70














