

Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
98-1281_Handboksvets_ty30-61 06-05-08 18.22 Sida 54<br />
Stanzformen, Stempel<br />
Empfehlung<br />
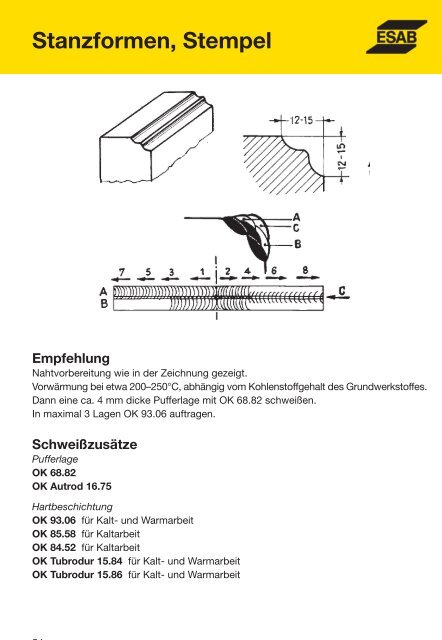
Nahtvorbereitung wie in der Zeichnung gezeigt.<br />
Vorwärmung bei etwa 200–250°C, abhängig vom Kohlenstoffgehalt des Gr<strong>und</strong>werkstoffes.<br />
Dann eine ca. 4 mm dicke Pufferlage mit OK 68.82 schweißen.<br />
In maximal 3 Lagen OK 93.06 auftragen.<br />
Schweißzusätze<br />
Pufferlage<br />
OK 68.82<br />
OK Autrod 16.75<br />
Hartbeschichtung<br />
OK 93.06 <strong>für</strong> Kalt- <strong>und</strong> Warmarbeit<br />
OK 85.58 <strong>für</strong> Kaltarbeit<br />
OK 84.52 <strong>für</strong> Kaltarbeit<br />
OK Tubrodur 15.84 <strong>für</strong> Kalt- <strong>und</strong> Warmarbeit<br />
OK Tubrodur 15.86 <strong>für</strong> Kalt- <strong>und</strong> Warmarbeit














