

Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Greifzangen <strong>für</strong><br />
hohe Temperaturen<br />
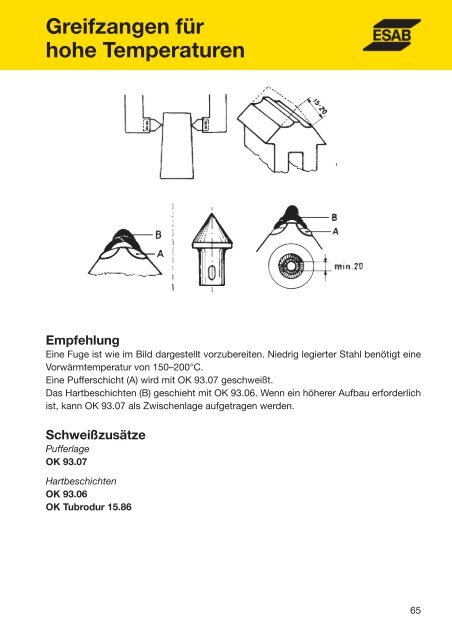
Empfehlung<br />
Eine Fuge ist wie im Bild dargestellt vorzubereiten. Niedrig legierter Stahl benötigt eine<br />
Vorwärmtemperatur von 150–200°C.<br />
Eine Pufferschicht (A) wird mit OK 93.07 geschweißt.<br />
Das Hartbeschichten (B) geschieht mit OK 93.06. Wenn ein höherer Aufbau erforderlich<br />
ist, kann OK 93.07 als Zwischenlage aufgetragen werden.<br />
Schweißzusätze<br />
Pufferlage<br />
OK 93.07<br />
Hartbeschichten<br />
OK 93.06<br />
OK Tubrodur 15.86<br />
65














