

Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
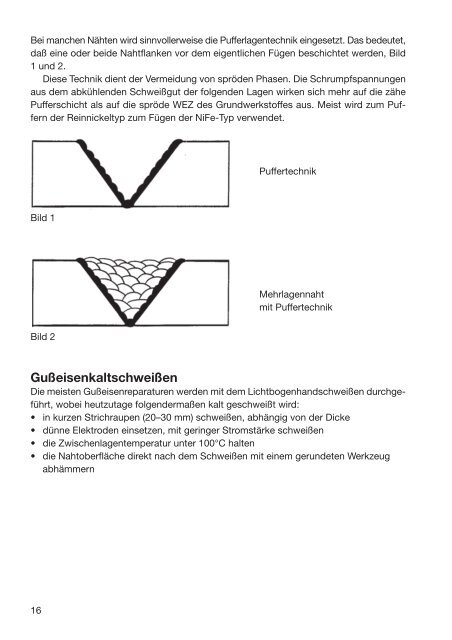
Bei manchen Nähten wird sinnvollerweise die Pufferlagentechnik eingesetzt. Das bedeutet,<br />
daß eine oder beide Nahtflanken vor dem eigentlichen Fügen beschichtet werden, Bild<br />
1 <strong>und</strong> 2.<br />
Diese Technik dient der Vermeidung von spröden Phasen. Die Schrumpfspannungen<br />
aus dem abkühlenden Schweißgut der folgenden Lagen wirken sich mehr auf die zähe<br />
Pufferschicht als auf die spröde WEZ des Gr<strong>und</strong>werkstoffes aus. Meist wird zum Puffern<br />
der Reinnickeltyp zum Fügen der NiFe-Typ verwendet.<br />
Bild 1<br />
Bild 2<br />
Gußeisenkaltschweißen<br />
Die meisten Gußeisenreparaturen werden mit dem Lichtbogenhandschweißen durchgeführt,<br />
wobei heutzutage folgendermaßen kalt geschweißt wird:<br />
• in kurzen Strichraupen (20–30 mm) schweißen, abhängig von der Dicke<br />
• dünne Elektroden einsetzen, mit geringer Stromstärke schweißen<br />
• die Zwischenlagentemperatur unter 100°C halten<br />
• die Nahtoberfläche direkt nach dem Schweißen mit einem ger<strong>und</strong>eten Werkzeug<br />
abhämmern<br />
16<br />
Puffertechnik<br />
Mehrlagennaht<br />
mit Puffertechnik














