

Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
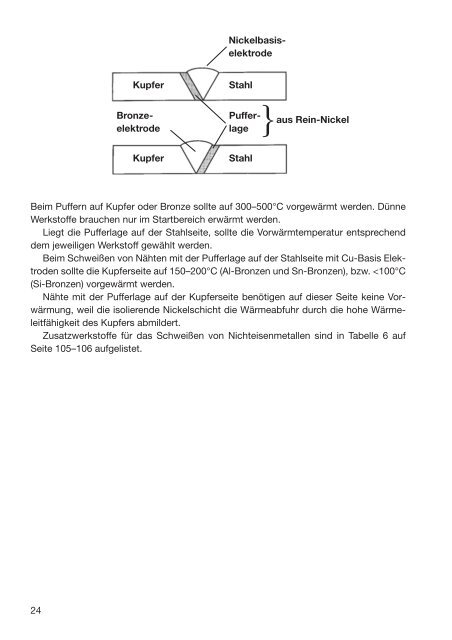
Beim Puffern auf Kupfer oder Bronze sollte auf 300–500°C vorgewärmt werden. Dünne<br />
Werkstoffe brauchen nur im Startbereich erwärmt werden.<br />
Liegt die Pufferlage auf der Stahlseite, sollte die Vorwärmtemperatur entsprechend<br />
dem jeweiligen Werkstoff gewählt werden.<br />
Beim Schweißen von Nähten mit der Pufferlage auf der Stahlseite mit Cu-Basis Elektroden<br />
sollte die Kupferseite auf 150–200°C (Al-Bronzen <strong>und</strong> Sn-Bronzen), bzw.














