

Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
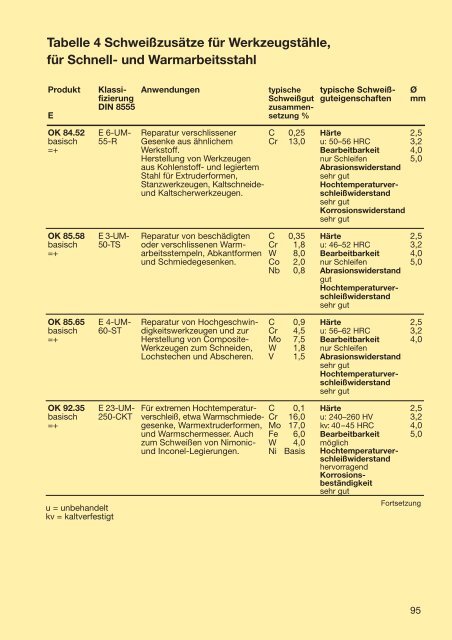
Tabelle 4 Schweißzusätze <strong>für</strong> Werkzeugstähle,<br />
<strong>für</strong> Schnell- <strong>und</strong> Warmarbeitsstahl<br />
Produkt<br />
E<br />
OK 84.52<br />
basisch<br />
=+<br />
OK 85.58<br />
basisch<br />
=+<br />
OK 85.65<br />
basisch<br />
=+<br />
OK 92.35<br />
basisch<br />
=+<br />
Klassifizierung<br />
DIN 8555<br />
E 6-UM-<br />
55-R<br />
E 3-UM-<br />
50-TS<br />
E 4-UM-<br />
60-ST<br />
E 23-UM-<br />
250-CKT<br />
u = unbehandelt<br />
kv = kaltverfestigt<br />
Anwendungen<br />
<strong>Reparatur</strong> verschlissener C 0,25<br />
Gesenke aus ähnlichem<br />
Werkstoff.<br />
Herstellung von Werkzeugen<br />
aus Kohlenstoff- <strong>und</strong> legiertem<br />
Stahl <strong>für</strong> Extruderformen,<br />
Stanzwerkzeugen, Kaltschneide<strong>und</strong><br />
Kaltscherwerkzeugen.<br />
Cr 13,0<br />
<strong>Reparatur</strong> von beschädigten<br />
oder verschlissenen Warmarbeitsstempeln,<br />
Abkantformen<br />
<strong>und</strong> Schmiedegesenken.<br />
<strong>Reparatur</strong> von Hochgeschwindigkeitswerkzeugen<br />
<strong>und</strong> zur<br />
Herstellung von Composite-<br />
Werkzeugen zum Schneiden,<br />
Lochstechen <strong>und</strong> Abscheren.<br />
typische<br />
Schweißgut<br />
zusammensetzung<br />
%<br />
C 0,35<br />
Cr 1,8<br />
W 8,0<br />
Co 2,0<br />
Nb 0,8<br />
C 0,9<br />
Cr 4,5<br />
Mo 7,5<br />
W 1,8<br />
V 1,5<br />
Für extremen Hochtemperatur- C 0,1<br />
verschleiß, etwa Warmschmiede- Cr 16,0<br />
gesenke, Warmextruderformen, Mo 17,0<br />
<strong>und</strong> Warmschermesser. Auch Fe 6,0<br />
zum Schweißen von Nimonic- W 4,0<br />
<strong>und</strong> Inconel-Legierungen. Ni Basis<br />
typische Schweißguteigenschaften<br />
Härte<br />
u: 50–56 HRC<br />
Bearbeitbarkeit<br />
nur Schleifen<br />
Abrasionswiderstand<br />
sehr gut<br />
Hochtemperaturverschleißwiderstand<br />
sehr gut<br />
Korrosionswiderstand<br />
sehr gut<br />
Härte<br />
u: 46–52 HRC<br />
Bearbeitbarkeit<br />
nur Schleifen<br />
Abrasionswiderstand<br />
gut<br />
Hochtemperaturverschleißwiderstand<br />
sehr gut<br />
Härte<br />
u: 56–62 HRC<br />
Bearbeitbarkeit<br />
nur Schleifen<br />
Abrasionswiderstand<br />
sehr gut<br />
Hochtemperaturverschleißwiderstand<br />
sehr gut<br />
Härte<br />
u: 240–260 HV<br />
kv: 40 –45 HRC<br />
Bearbeitbarkeit<br />
möglich<br />
Hochtemperaturverschleißwiderstand<br />
hervorragend<br />
Korrosionsbeständigkeit<br />
sehr gut<br />
Ø<br />
mm<br />
2,5<br />
3,2<br />
4,0<br />
5,0<br />
2,5<br />
3,2<br />
4,0<br />
5,0<br />
2,5<br />
3,2<br />
4,0<br />
2,5<br />
3,2<br />
4,0<br />
5,0<br />
Fortsetzung<br />
95














