

Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
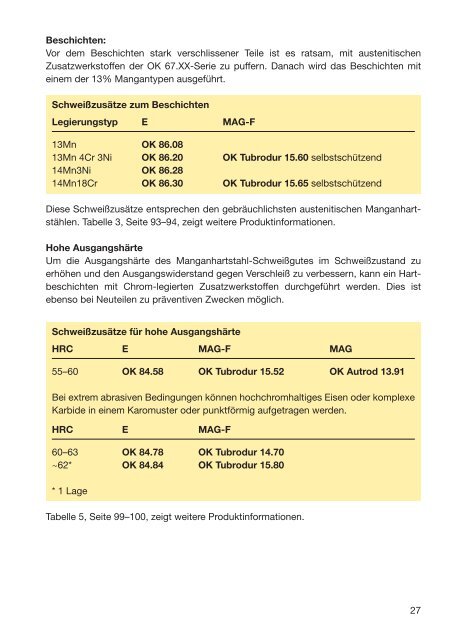
Beschichten:<br />
Vor dem Beschichten stark verschlissener Teile ist es ratsam, mit austenitischen<br />
Zusatzwerkstoffen der OK 67.XX-Serie zu puffern. Danach wird <strong>das</strong> Beschichten mit<br />
einem der 13% Mangantypen ausgeführt.<br />
Schweißzusätze zum Beschichten<br />
Legierungstyp E MAG-F<br />
13Mn OK 86.08<br />
13Mn 4Cr 3Ni OK 86.20 OK Tubrodur 15.60 selbstschützend<br />
14Mn3Ni OK 86.28<br />
14Mn18Cr OK 86.30 OK Tubrodur 15.65 selbstschützend<br />
Diese Schweißzusätze entsprechen den gebräuchlichsten austenitischen Manganhartstählen.<br />
Tabelle 3, Seite 93–94, zeigt weitere Produktinformationen.<br />
Hohe Ausgangshärte<br />
Um die Ausgangshärte des Manganhartstahl-Schweißgutes im Schweißzustand zu<br />
erhöhen <strong>und</strong> den Ausgangswiderstand gegen Verschleiß zu verbessern, kann ein Hartbeschichten<br />
mit Chrom-legierten Zusatzwerkstoffen durchgeführt werden. Dies ist<br />
ebenso bei Neuteilen zu präventiven Zwecken möglich.<br />
Schweißzusätze <strong>für</strong> hohe Ausgangshärte<br />
HRC E MAG-F MAG<br />
55–60 OK 84.58 OK Tubrodur 15.52 OK Autrod 13.91<br />
Bei extrem abrasiven Bedingungen können hochchromhaltiges Eisen oder komplexe<br />
Karbide in einem Karomuster oder punktförmig aufgetragen werden.<br />
HRC E MAG-F<br />
60–63 OK 84.78 OK Tubrodur 14.70<br />
~62* OK 84.84 OK Tubrodur 15.80<br />
* 1 Lage<br />
Tabelle 5, Seite 99–100, zeigt weitere Produktinformationen.<br />
27














