

Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab
Handbuch für das Reparatur- und Instand- haltungsschweißen - Esab

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
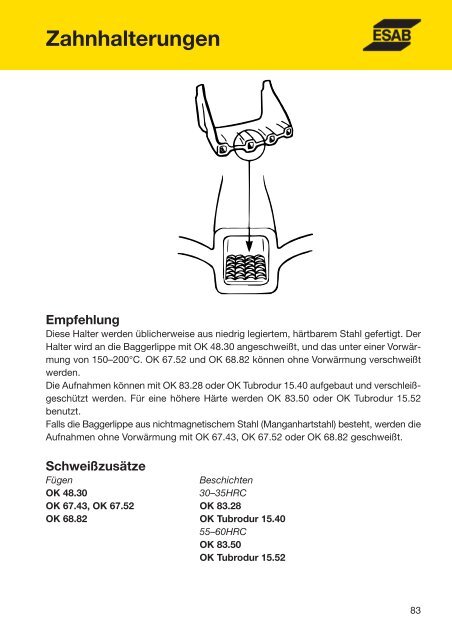
Zahnhalterungen<br />
Empfehlung<br />
Diese Halter werden üblicherweise aus niedrig legiertem, härtbarem Stahl gefertigt. Der<br />
Halter wird an die Baggerlippe mit OK 48.30 angeschweißt, <strong>und</strong> <strong>das</strong> unter einer Vorwärmung<br />
von 150–200°C. OK 67.52 <strong>und</strong> OK 68.82 können ohne Vorwärmung verschweißt<br />
werden.<br />
Die Aufnahmen können mit OK 83.28 oder OK Tubrodur 15.40 aufgebaut <strong>und</strong> verschleißgeschützt<br />
werden. Für eine höhere Härte werden OK 83.50 oder OK Tubrodur 15.52<br />
benutzt.<br />
Falls die Baggerlippe aus nichtmagnetischem Stahl (Manganhartstahl) besteht, werden die<br />
Aufnahmen ohne Vorwärmung mit OK 67.43, OK 67.52 oder OK 68.82 geschweißt.<br />
Schweißzusätze<br />
Fügen Beschichten<br />
OK 48.30 30–35HRC<br />
OK 67.43, OK 67.52 OK 83.28<br />
OK 68.82 OK Tubrodur 15.40<br />
55–60HRC<br />
OK 83.50<br />
OK Tubrodur 15.52<br />
83














