Flender Standardkupplungen - Industria de Siemens
Flender Standardkupplungen - Industria de Siemens
Flender Standardkupplungen - Industria de Siemens
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
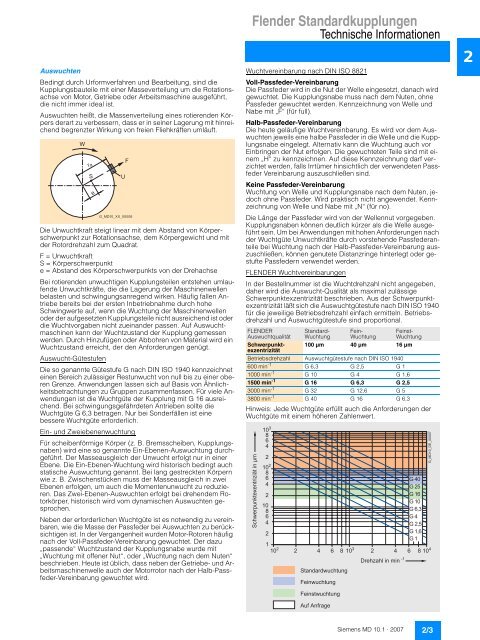
AuswuchtenBedingt durch Urformverfahren und Bearbeitung, sind dieKupplungsbauteile mit einer Masseverteilung um die Rotationsachsevon Motor, Getriebe o<strong>de</strong>r Arbeitsmaschine ausgeführt,die nicht immer i<strong>de</strong>al ist.Auswuchten heißt, die Massenverteilung eines rotieren<strong>de</strong>n Körpers<strong>de</strong>rart zu verbessern, dass er in seiner Lagerung mit hinreichendbegrenzter Wirkung von freien Fliehkräften umläuft. Die Unwuchtkraft steigt linear mit <strong>de</strong>m Abstand von Körperschwerpunktzur Rotationsachse, <strong>de</strong>m Körpergewicht und mit<strong>de</strong>r Rotordrehzahl zum Quadrat.F = UnwuchtkraftS = Körperschwerpunkte = Abstand <strong>de</strong>s Körperschwerpunkts von <strong>de</strong>r DrehachseBei rotieren<strong>de</strong>n unwuchtigen Kupplungsteilen entstehen umlaufen<strong>de</strong>Unwuchtkräfte, die die Lagerung <strong>de</strong>r Maschinenwellenbelasten und schwingungsanregend wirken. Häufig fallen Antriebebereits bei <strong>de</strong>r ersten Inbetriebnahme durch hoheSchwingwerte auf, wenn die Wuchtung <strong>de</strong>r Maschinenwelleno<strong>de</strong>r <strong>de</strong>r aufgesetzten Kupplungsteile nicht ausreichend ist o<strong>de</strong>rdie Wuchtvorgaben nicht zueinan<strong>de</strong>r passen. Auf Auswuchtmaschinenkann <strong>de</strong>r Wuchtzustand <strong>de</strong>r Kupplung gemessenwer<strong>de</strong>n. Durch Hinzufügen o<strong>de</strong>r Abbohren von Material wird einWuchtzustand erreicht, <strong>de</strong>r <strong>de</strong>n Anfor<strong>de</strong>rungen genügt.Auswucht-GütestufenDie so genannte Gütestufe G nach DIN ISO 1940 kennzeichneteinen Bereich zulässiger Restunwucht von null bis zu einer oberenGrenze. Anwendungen lassen sich auf Basis von Ähnlichkeitsbetrachtungenzu Gruppen zusammenfassen. Für viele Anwendungenist die Wuchtgüte <strong>de</strong>r Kupplung mit G 16 ausreichend.Bei schwingungsgefähr<strong>de</strong>ten Antrieben sollte dieWuchtgüte G 6,3 betragen. Nur bei Son<strong>de</strong>rfällen ist einebessere Wuchtgüte erfor<strong>de</strong>rlich.Ein- und ZweiebenenwuchtungFür scheibenförmige Körper (z. B. Bremsscheiben, Kupplungsnaben)wird eine so genannte Ein-Ebenen-Auswuchtung durchgeführt.Der Masseausgleich <strong>de</strong>r Unwucht erfolgt nur in einerEbene. Die Ein-Ebenen-Wuchtung wird historisch bedingt auchstatische Auswuchtung genannt. Bei lang gestreckten Körpernwie z. B. Zwischenstücken muss <strong>de</strong>r Masseausgleich in zweiEbenen erfolgen, um auch die Momentenunwucht zu reduzieren.Das Zwei-Ebenen-Auswuchten erfolgt bei drehen<strong>de</strong>m Rotorkörper,historisch wird vom dynamischen Auswuchten gesprochen.Neben <strong>de</strong>r erfor<strong>de</strong>rlichen Wuchtgüte ist es notwendig zu vereinbaren,wie die Masse <strong>de</strong>r Passfe<strong>de</strong>r bei Auswuchten zu berücksichtigenist. In <strong>de</strong>r Vergangenheit wur<strong>de</strong>n Motor-Rotoren häufignach <strong>de</strong>r Voll-Passfe<strong>de</strong>r-Vereinbarung gewuchtet. Der dazu„passen<strong>de</strong>“ Wuchtzustand <strong>de</strong>r Kupplungsnabe wur<strong>de</strong> mit„Wuchtung mit offener Nut“, o<strong>de</strong>r „Wuchtung nach <strong>de</strong>m Nuten“beschrieben. Heute ist üblich, dass neben <strong>de</strong>r Getriebe- und Arbeitsmaschinenwelleauch <strong>de</strong>r Motorrotor nach <strong>de</strong>r Halb-Passfe<strong>de</strong>r-Vereinbarunggewuchtet wird.<strong>Flen<strong>de</strong>r</strong> <strong>Standardkupplungen</strong>Technische InformationenWuchtvereinbarung nach DIN ISO 8821Voll-Passfe<strong>de</strong>r-VereinbarungDie Passfe<strong>de</strong>r wird in die Nut <strong>de</strong>r Welle eingesetzt, danach wirdgewuchtet. Die Kupplungsnabe muss nach <strong>de</strong>m Nuten, ohnePassfe<strong>de</strong>r gewuchtet wer<strong>de</strong>n. Kennzeichnung von Welle undNabe mit „F“ (für full).Halb-Passfe<strong>de</strong>r-VereinbarungDie heute geläufige Wuchtvereinbarung. Es wird vor <strong>de</strong>m Auswuchtenjeweils eine halbe Passfe<strong>de</strong>r in die Welle und die Kupplungsnabeeingelegt. Alternativ kann die Wuchtung auch vorEinbringen <strong>de</strong>r Nut erfolgen. Die gewuchteten Teile sind mit einem„H“ zu kennzeichnen. Auf diese Kennzeichnung darf verzichtetwer<strong>de</strong>n, falls Irrtümer hinsichtlich <strong>de</strong>r verwen<strong>de</strong>ten Passfe<strong>de</strong>rVereinbarung auszuschließen sind.Keine Passfe<strong>de</strong>r-VereinbarungWuchtung von Welle und Kupplungsnabe nach <strong>de</strong>m Nuten, jedochohne Passfe<strong>de</strong>r. Wird praktisch nicht angewen<strong>de</strong>t. Kennzeichnungvon Welle und Nabe mit „N“ (für no).Die Länge <strong>de</strong>r Passfe<strong>de</strong>r wird von <strong>de</strong>r Wellennut vorgegeben.Kupplungsnaben können <strong>de</strong>utlich kürzer als die Welle ausgeführtsein. Um bei Anwendungen mit hohen Anfor<strong>de</strong>rungen nach<strong>de</strong>r Wuchtgüte Unwuchtkräfte durch vorstehen<strong>de</strong> Passfe<strong>de</strong>ranteilebei Wuchtung nach <strong>de</strong>r Halb-Passfe<strong>de</strong>r-Vereinbarung auszuschließen,können genutete Distanzringe hinterlegt o<strong>de</strong>r gestuftePassfe<strong>de</strong>rn verwen<strong>de</strong>t wer<strong>de</strong>n.FLENDER WuchtvereinbarungenIn <strong>de</strong>r Bestellnummer ist die Wuchtdrehzahl nicht angegeben,daher wird die Auswucht-Qualität als maximal zulässigeSchwerpunktexzentrizität beschrieben. Aus <strong>de</strong>r Schwerpunktexzentrizitätläßt sich die Auswuchtgütestufe nach DIN ISO 1940für die jeweilige Betriebsdrehzahl einfach ermitteln. Betriebsdrehzahlund Auswuchtgütestufe sind proportional.FLENDERAuswuchtqualitätSchwerpunktexzentrizitätStandard-WuchtungFein-WuchtungFeinst-Wuchtung100 µm 40 µm 16 µmBetriebsdrehzahl Auswuchtgütestufe nach DIN ISO 1940600 min -1 G 6,3 G 2,5 G 11000 min -1 G 10 G 4 G 1,61500 min -1 G 16 G 6,3 G 2,53000 min -1 G 32 G 12,6 G 53800 min -1 G 40 G 16 G 6,3Hinweis: Je<strong>de</strong> Wuchtgüte erfüllt auch die Anfor<strong>de</strong>rungen <strong>de</strong>rWuchtgüte mit einem höheren Zahlenwert.Schwerpunktexentriziät in µm10 3864210 28642108642110 2 4G 40G 25G 16G 10G 6,3G 4G 2,5G 1,6G 12 6 8 10 3 2 4 6 8 10 4StandardwuchtungFeinwuchtungFeinstwuchtungAuf AnfrageDrehzahl in min-1G_MD10_DE_000072<strong>Siemens</strong> MD 10.1 · 20072/3