O+P Fluidtechnik 3/2017
O+P Fluidtechnik 3/2017
O+P Fluidtechnik 3/2017
- TAGS
- fluidtechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
SIMULATION<br />
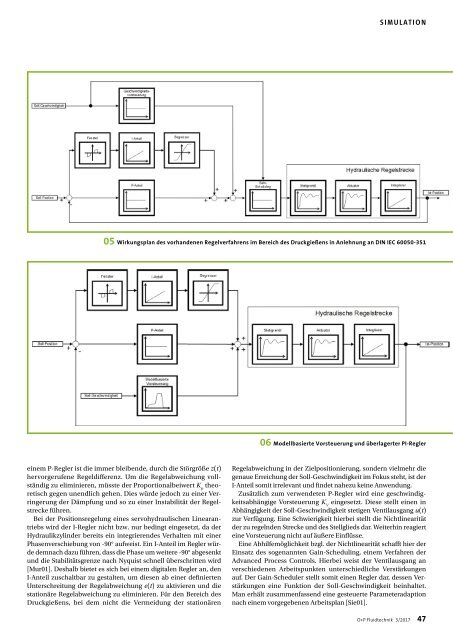
05 Wirkungsplan des vorhandenen Regelverfahrens im Bereich des Druckgießens in Anlehnung an DIN IEC 60050-351<br />
06 Modellbasierte Vorsteuerung und überlagerter PI-Regler<br />
einem P-Regler ist die immer bleibende, durch die Störgröße z(t)<br />
hervorgerufene Regeldifferenz. Um die Regelabweichung vollständig<br />
zu eliminieren, müsste der Proportionalbeiwert K p<br />
theoretisch<br />
gegen unendlich gehen. Dies würde jedoch zu einer Verringerung<br />
der Dämpfung und so zu einer Instabilität der Regelstrecke<br />
führen.<br />
Bei der Positionsregelung eines servohydraulischen Linearantriebs<br />
wird der I-Regler nicht bzw. nur bedingt eingesetzt, da der<br />
Hydraulikzylinder bereits ein integrierendes Verhalten mit einer<br />
Phasenverschiebung von -90° aufweist. Ein I-Anteil im Regler würde<br />
demnach dazu führen, dass die Phase um weitere -90° abgesenkt<br />
und die Stabilitätsgrenze nach Nyquist schnell überschritten wird<br />
[Mur01]. Deshalb bietet es sich bei einem digitalen Regler an, den<br />
I-Anteil zuschaltbar zu gestalten, um diesen ab einer definierten<br />
Unterschreitung der Regelabweichung e(t) zu aktivieren und die<br />
stationäre Regelabweichung zu eliminieren. Für den Bereich des<br />
Druckgießens, bei dem nicht die Vermeidung der stationären<br />
Regelabweichung in der Zielpositionierung, sondern vielmehr die<br />
genaue Erreichung der Soll-Geschwindigkeit im Fokus steht, ist der<br />
I-Anteil somit irrelevant und findet nahezu keine Anwendung.<br />
Zusätzlich zum verwendeten P-Regler wird eine geschwindigkeitsabhängige<br />
Vorsteuerung K V<br />
eingesetzt. Diese stellt einen in<br />
Abhängigkeit der Soll-Geschwindigkeit stetigen Ventilausgang u(t)<br />
zur Verfügung. Eine Schwierigkeit hierbei stellt die Nichtlinearität<br />
der zu regelnden Strecke und des Stellglieds dar. Weiterhin reagiert<br />
eine Vorsteuerung nicht auf äußere Einflüsse.<br />
Eine Abhilfemöglichkeit bzgl. der Nichtlinearität schafft hier der<br />
Einsatz des sogenannten Gain-Scheduling, einem Verfahren der<br />
Advanced Process Controls. Hierbei weist der Ventilausgang an<br />
verschiedenen Arbeitspunkten unterschiedliche Verstärkungen<br />
auf. Der Gain-Scheduler stellt somit einen Regler dar, dessen Verstärkungen<br />
eine Funktion der Soll-Geschwindigkeit beinhaltet.<br />
Man erhält zusammenfassend eine gesteuerte Parameteradaption<br />
nach einem vorgegebenen Arbeitsplan [Sie01].<br />
<strong>O+P</strong> <strong>Fluidtechnik</strong> 3/<strong>2017</strong> 47