O+P Fluidtechnik 10/2017
O+P Fluidtechnik 10/2017
O+P Fluidtechnik 10/2017
- TAGS
- fluidtechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
ANTRIEBE<br />
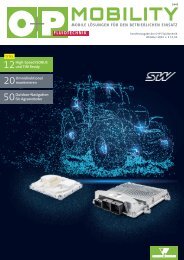
<strong>10</strong><br />
v(t) und a(t) bei Variation der Spalthöhe<br />
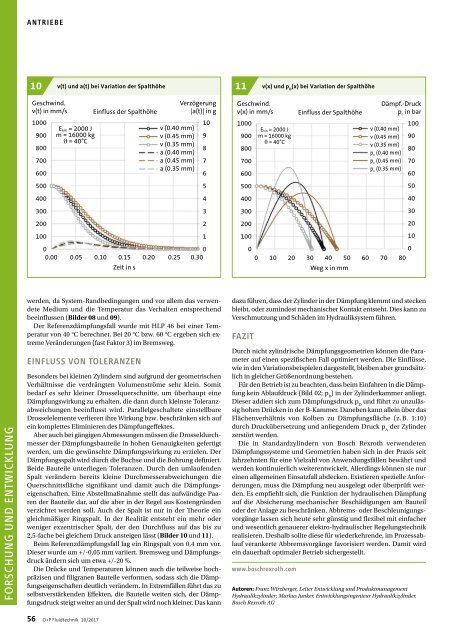
11<br />
v(x) und p D<br />
(x) bei Variation der Spalthöhe<br />
Geschwind.<br />
v(t) in mm/s<br />
<strong>10</strong>00<br />
900<br />
800<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
<strong>10</strong>0<br />
E kin = 2000 J<br />
m = 16000 kg<br />
ϑ = 40°C<br />
Einfluss der Spalthöhe<br />
v (0.40 mm)<br />
v (0.45 mm)<br />
v (0.35 mm)<br />
a (0.40 mm)<br />
a (0.45 mm)<br />
a (0.35 mm)<br />
Verzögerung<br />
|a(t)| in g<br />
0<br />
0<br />
0.00 0.05 0.<strong>10</strong> 0.15 0.20 0.25 0.30<br />
Zeit in s<br />
<strong>10</strong><br />
9<br />
8<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
Geschwind.<br />
v(x) in mm/s Einfluss der Spalthöhe<br />
Dämpf.-Druck<br />
p D<br />
in bar<br />
<strong>10</strong>00<br />
E kin = 2000 J<br />
v (0.40 mm)<br />
<strong>10</strong>0<br />
900 m = 16000 kg<br />
v (0.45 mm) 90<br />
ϑ = 40°C<br />
v (0.35 mm)<br />
800<br />
80<br />
p D<br />
(0.40 mm)<br />
700<br />
600<br />
p D<br />
(0.45 mm)<br />
p D<br />
(0.35 mm)<br />
70<br />
60<br />
500<br />
400<br />
300<br />
200<br />
<strong>10</strong>0<br />
0<br />
50<br />
40<br />
30<br />
20<br />
<strong>10</strong><br />
0<br />
0 <strong>10</strong> 20 30 40 50 60 70 80<br />
Weg x in mm<br />
FORSCHUNG UND ENTWICKLUNG<br />
werden, da System-Randbedingungen und vor allem das verwendete<br />
Medium und die Temperatur das Verhalten entsprechend<br />
beeinflussen (Bilder 08 und 09).<br />
Der Referenzdämpfungsfall wurde mit HLP 46 bei einer Temperatur<br />
von 40 °C berechnet. Bei 20 °C bzw. 60 °C ergeben sich extreme<br />
Veränderungen (fast Faktor 3) im Bremsweg.<br />
EINFLUSS VON TOLERANZEN<br />
Besonders bei kleinen Zylindern sind aufgrund der geometrischen<br />
Verhältnisse die verdrängten Volumenströme sehr klein. Somit<br />
bedarf es sehr kleiner Drosselquerschnitte, um überhaupt eine<br />
Dämpfungswirkung zu erhalten, die dann durch kleinste Toleranzabweichungen<br />
beeinflusst wird. Parallelgeschaltete einstellbare<br />
Drosselelemente verlieren ihre Wirkung bzw. beschränken sich auf<br />
ein komplettes Eliminieren des Dämpfungeffektes.<br />
Aber auch bei gängigen Abmessungen müssen die Drosseldurchmesser<br />
der Dämpfungsbauteile in hohen Genauigkeiten gefertigt<br />
werden, um die gewünschte Dämpfungswirkung zu erzielen. Der<br />
Dämpfungsspalt wird durch die Buchse und die Bohrung definiert.<br />
Beide Bauteile unterliegen Toleranzen. Durch den umlaufenden<br />
Spalt verändern bereits kleine Durchmesserabweichungen die<br />
Querschnittsfläche signifikant und damit auch die Dämpfungseigenschaften.<br />
Eine Abstellmaßnahme stellt das aufwändige Paaren<br />
der Bauteile dar, auf die aber in der Regel aus Kostengründen<br />
verzichtet werden soll. Auch der Spalt ist nur in der Theorie ein<br />
gleichmäßiger Ringspalt. In der Realität entsteht ein mehr oder<br />
weniger exzentrischer Spalt, der den Durchfluss auf das bis zu<br />
2,5-fache bei gleichem Druck ansteigen lässt (Bilder <strong>10</strong> und 11).<br />
Beim Referenzdämpfungsfall lag ein Ringspalt von 0,4 mm vor.<br />
Dieser wurde um +/-0,05 mm variiert. Bremsweg und Dämpfungsdruck<br />
ändern sich um etwa +/-20 %.<br />
Die Drücke und Temperaturen können auch die teilweise hochpräzisen<br />
und filigranen Bauteile verformen, sodass sich die Dämpfungseigenschaften<br />
deutlich verändern. In Extremfällen führt das zu<br />
selbstverstärkenden Effekten, die Bauteile weiten sich, der Dämpfungsdruck<br />
steigt weiter an und der Spalt wird noch kleiner. Das kann<br />
dazu führen, dass der Zylinder in der Dämpfung klemmt und stecken<br />
bleibt, oder zumindest mechanischer Kontakt entsteht. Dies kann zu<br />
Verschmutzung und Schäden im Hydrauliksystem führen.<br />
FAZIT<br />
Durch nicht zylindrische Dämpfungsgeometrien können die Parameter<br />
auf einen spezifischen Fall optimiert werden. Die Einflüsse,<br />
wie in den Variationsbeispielen dargestellt, bleiben aber grundsätzlich<br />
in gleicher Größenordnung bestehen.<br />
Für den Betrieb ist zu beachten, dass beim Einfahren in die Dämpfung<br />
kein Ablaufdruck (Bild 02; p B<br />
) in der Zylinderkammer anliegt.<br />
Dieser addiert sich zum Dämpfungsdruck p D<br />
und führt zu unzulässig<br />
hohen Drücken in der B-Kammer. Daneben kann allein über das<br />
Flächenverhältnis von Kolben zu Dämpfungsfläche (z. B. 1:<strong>10</strong>)<br />
durch Druckübersetzung und anliegendem Druck p A<br />
der Zylinder<br />
zerstört werden.<br />
Die in Standardzylindern von Bosch Rexroth verwendeten<br />
Dämpfungssysteme und Geometrien haben sich in der Praxis seit<br />
Jahrzehnten für eine Vielzahl von Anwendungsfällen bewährt und<br />
werden kontinuierlich weiterentwickelt. Allerdings können sie nur<br />
einen allgemeinen Einsatzfall abdecken. Existieren spezielle Anforderungen,<br />
muss die Dämpfung neu ausgelegt oder überprüft werden.<br />
Es empfiehlt sich, die Funktion der hydraulischen Dämpfung<br />
auf die Absicherung mechanischer Beschädigungen am Bauteil<br />
oder der Anlage zu beschränken. Abbrems- oder Beschleunigungsvorgänge<br />
lassen sich heute sehr günstig und flexibel mit einfacher<br />
und wesentlich genauerer elektro-hydraulischer Regelungstechnik<br />
realisieren. Deshalb sollte diese für wiederkehrende, im Prozessablauf<br />
verankerte Abbremsvorgänge favorisiert werden. Damit wird<br />
ein dauerhaft optimaler Betrieb sichergestellt.<br />
www.boschrexroth.com<br />
Autoren: Franz Wirzberger, Leiter Entwicklung und Produktmanagement<br />
Hydraulikzylinder; Markus Junker, Entwicklungsingenieur Hydraulikzylinder,<br />
Bosch Rexroth AG<br />
56 <strong>O+P</strong> <strong>Fluidtechnik</strong> <strong>10</strong>/<strong>2017</strong>