

additive 1.2019
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Promotion<br />
mav Innovationsforum 2019<br />
▶<br />
ADDITIV GEFERTIGTE WERKZEUGEINSÄTZE IM SPRITZ- UND DRUCKGUSS<br />
Konturnahe Temperierung im<br />
Werkzeugbau<br />
Mittels additiv gefertigter Werkzeugeinsätze können die Grenzen<br />
heutiger Temperierlösungen in Spritz- und Druckgusswerkzeugen<br />
deutlich verschoben werden. Durch nahezu uneingeschränkte Designfreiheiten<br />
können Temperierkanäle überall dort eingebracht<br />
werden, wo später im Gießprozess Wärme gezielt eingebracht oder<br />
abgeführt werden muss – mit dem Resultat minimierter Zykluszeiten<br />
und stabilerer Produktionsprozesse.<br />
Der Autor<br />
Marc Dimter,<br />
Branchenmanager<br />
Werkzeug- und<br />
Formenbau,<br />
Trumpf Additive<br />
Manufacturing.<br />
Steigender Kostendruck sowie die<br />
Notwendigkeit, immer komplexere<br />
Werkstücke prozesssicher herstellen<br />
zu müssen, führen die Möglichkeiten<br />
konventioneller Temperierung<br />
von Kunststoffspritz- und<br />
Aluminiumdruckgusswerkzeugen<br />
oftmals an ihre Grenzen. Je nach<br />
Geometrie des zu erzeugenden<br />
Bauteiles bleiben oftmals Bereiche<br />
der konturgebenden Oberfläche<br />
ungekühlt, was zu nicht unerheblichen<br />
Temperaturgradienten über<br />
die Werkzeugwände führt. Die<br />
Folge der Ausbildung dieser sogenannten<br />
Hot Spots sind zumeist<br />
unnötig hohe Zykluszeiten, da das<br />
Öffnen des Werkzeugs erst dann<br />
erfolgen kann, wenn das Werkstück<br />
seine Entformungstemperatur<br />
erreicht hat. Weiterhin führen<br />
dieselben Temperaturgradienten<br />
zusätzlich zu einem inhomogenen<br />
Abkühlverhalten des Werkstücks,<br />
was sich in Verzug und somit Teileungenauigkeiten<br />
äußert. Beide<br />
Effekte überlagern sich in der Regel.<br />
Formeinsätze aus dem<br />
Metallpulverbett<br />
Einen möglichen Lösungsansatz<br />
für diese Problematiken bietet die<br />
Herstellung von Formeinsätzen<br />
mittels <strong>additive</strong>r Fertigung durch<br />
den sogenannten 3D-Druck im<br />
Metallpulverbett. Durch schichtweisen<br />
Aufbau aus Werkzeugstahlpulver<br />
können Formeinsätze mit<br />
konturnaher Temperierung erzeugt<br />
werden, einteilig und mit nahezu<br />
jeglichem Design, was den<br />
Kühlungsverlauf betrifft. Quasi<br />
durch „Bohren um die Ecke“ können<br />
strömungsgünstige Kühlkanäle<br />
überall dort an die Oberflächenbereiche<br />
herangeführt werden, wo<br />
Wärme effektiv zu- oder abgeführt<br />
werden muss. Die typischen Restwandstärken<br />
zwischen Temperierkanal<br />
und Werkzeugwand liegen je<br />
nach Anwendung bei ca. 1,5 mm<br />
bis 8 mm. Die Kanaldurchmesser<br />
selbst reichen ebenfalls von ca.<br />
1 bis 8 mm. Selbst dünne zylindrische<br />
Formkerne oder Rippenkerne<br />
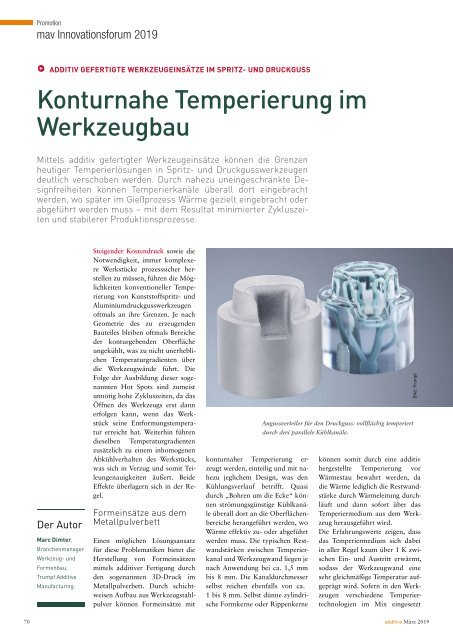
Angussverteiler für den Druckguss: vollflächig temperiert<br />
durch drei parallele Kühlkanäle.<br />
Bild: Trumpf<br />
können somit durch eine additiv<br />
hergestellte Temperierung vor<br />
Wärmestau bewahrt werden, da<br />
die Wärme lediglich die Restwandstärke<br />
durch Wärmeleitung durchläuft<br />
und dann sofort über das<br />
Temperiermedium aus dem Werkzeug<br />
herausgeführt wird.<br />
Die Erfahrungswerte zeigen, dass<br />
das Temperiermedium sich dabei<br />
in aller Regel kaum über 1 K zwischen<br />
Ein- und Austritt erwärmt,<br />
sodass der Werkzeugwand eine<br />
sehr gleichmäßige Temperatur aufgeprägt<br />
wird. Sofern in den Werkzeugen<br />
verschiedene Temperiertechnologien<br />
im Mix eingesetzt<br />
70 <strong>additive</strong> März 2019














