

Industrial seal self study guide - SKF.com
Industrial seal self study guide - SKF.com
Industrial seal self study guide - SKF.com

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Shaft Speed<br />
Maximum speeds for effective <strong>seal</strong> operation depend on shaft finish,<br />
pressure, temperature, eccentricity, lubricant or fluid being retained,<br />
<strong>seal</strong> type and other conditions. For example, shaft speeds may be<br />
increased (not to exceed manufacturer upper limit) when shaft finish<br />
is improved or eccentricity (run-out) is reduced.<br />
The surface speed at the contact point between the <strong>seal</strong> and shaft as<br />
measured in fpm (feet per minute) or mpm (meters per minute) or fps<br />
(feet per second) or M/S (meters per second) is generally a better <strong>seal</strong><br />
selection <strong>guide</strong> than rpm (revolutions per minute).<br />
Shaft Tolerance<br />
It is important to note that machinery built with inch vs. metric<br />
dimensions may use different tolerance standards. In general, the inch<br />
(RMA) system uses a ‘floating’ range based on the nominal shaft diameter<br />
plus or minus some value depending on the base size. With the<br />
metric (ISO) standard, the tolerances for shafts are applied as a plus<br />
zero / minus value (typically ISO h11). While the lip interference<br />
of radial lip <strong>seal</strong>s is relatively less sensitive to shaft diameter variations,<br />
the best re<strong>com</strong>mendation is to specify the correct size for the<br />
tolerancing system used. Refer to the <strong>SKF</strong> Handbook of Seals for<br />
tolerance tables and other details.<br />
Re<strong>com</strong>mended Shaft Materials<br />
Seals perform best on medium carbon steel (SAE 1035, 1045) or<br />
stainless steel surfaces. Properly finished ceramic-coated and chromeplated<br />
or nickel-plated surfaces are also acceptable. Brass, bronze and<br />
alloys of aluminum, zinc, magnesium or plastics are not re<strong>com</strong>mended.<br />
Surface should be hardened to Rockwell C30 or higher to prevent<br />
handling damage or abrasive wear.<br />
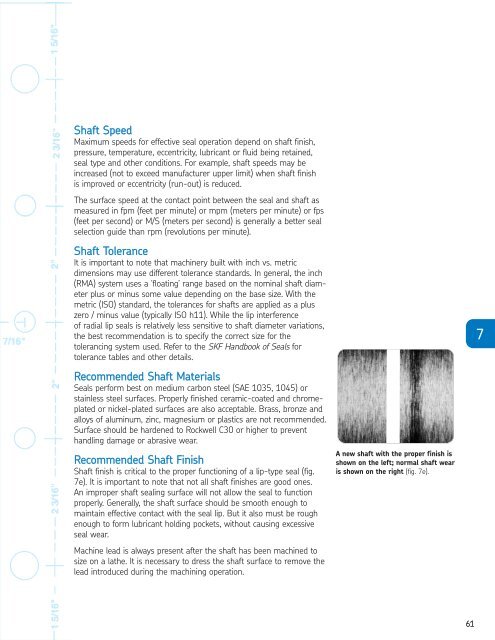
Re<strong>com</strong>mended Shaft Finish<br />
Shaft finish is critical to the proper functioning of a lip-type <strong>seal</strong> (fig.<br />
7e). It is important to note that not all shaft finishes are good ones.<br />
An improper shaft <strong>seal</strong>ing surface will not allow the <strong>seal</strong> to function<br />
properly. Generally, the shaft surface should be smooth enough to<br />
maintain effective contact with the <strong>seal</strong> lip. But it also must be rough<br />
enough to form lubricant holding pockets, without causing excessive<br />
<strong>seal</strong> wear.<br />
Machine lead is always present after the shaft has been machined to<br />
size on a lathe. It is necessary to dress the shaft surface to remove the<br />
lead introduced during the machining operation.<br />
A new shaft with the proper finish is<br />
shown on the left; normal shaft wear<br />
is shown on the right (fig. 7e).<br />
7<br />
61




