SawingThe band saw cut speed should be between 8 – 25 m / s,to avoid, with a lower speed, the creation of frayedcuttings.As tool material only metal or carbide tipped circular,for saw blades with a large enough tooth set, shouldbe used. The cleanest cut surfaces are obtained, whenCarbide tipped saw bladethe saw blade protrudes just few millimetres over theZEDEX ® high performance polymer sheet and whenits process is rapid. To avoid tears, with some of theZEDEX ® high performance polymer, it is necessaryto warm-up both the polymer and the saw blade (seetable 3, page 26). To obtain a better cut, it is recommendedto use, a saw blade with a pitch from 4 to6 mm.Grinding, polishingGenerally the ZEDEX ® high performance polymerscan be grinded and polished. Attention have to bepaid, to do not operate too high contact pressure andthus a high frictional heat on the surface. To grinda workpiece can be used commercial abrasive beltsand grinding discs, possible with a coarse grain size.A sufficient quantity of coolant should be used toavoid that the plastic particles close the workpiece´spores. However, it is always better using grindingdiscs with a coarse grain.To avoid heat accumulation, spreading of materialand cracks in doing deep holes, the drill bit shouldbe cooled, often ventilated and the shavings shouldbe removed. A guided pin twist-drill is used for holesbigger than 30 mm. A circle cutter can be used justfor thin sheets.It is recommended to pre-drill (ca. 10 – 20 mm) thesheets, if a big hole is required. To make holes in fullmaterial, it is necessary to use a properly sharpeneddrill and a warmed-up plastic. The warm-up temperaturesand times are in the table 3 on page 26.Non-observance of these parameters leads to a riskof injury and breaks.Deep holes, over 50 mm in diameter, are at bestexecuted pre-drilling the workpiece, and then usinga spotfacing and counterboring tool of the company“Rasmuc” e.g., or with a drill head of the company“Wohlhaupter“.Precision drilling holes are obtainable with two drilloperations; that means pre-drill, cooling, and makethe end drill hole.HSS twist drillsDrillingTo drill a ZEDEX ® high performance polymer is suitablea HSS (High Speed Steal)-drill bits according toDIN 1412, which is also valid in the metal processing.28 ZEDEX ® basic types ZEDEX ® families Post heattreatmentMachiningShippingoverviewSterilizationChemicalresistance
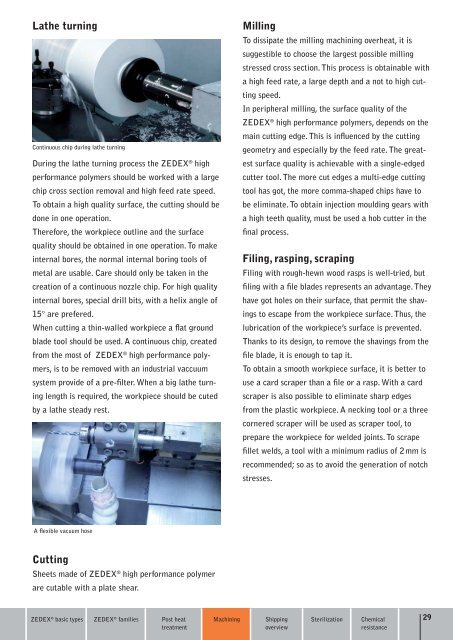
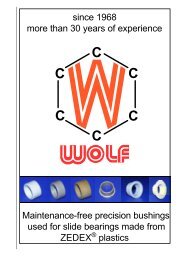
Lathe turningContinuous chip during lathe turningDuring the lathe turning process the ZEDEX ® highperformance polymers should be worked with a largechip cross section removal and high feed rate speed.To obtain a high quality surface, the cutting should bedone in one operation.Therefore, the workpiece outline and the surfacequality should be obtained in one operation. To makeinternal bores, the normal internal boring tools ofmetal are usable. Care should only be taken in thecreation of a continuous nozzle chip. For high qualityinternal bores, special drill bits, with a helix angle of15° are prefered.When cutting a thin-walled workpiece a flat groundblade tool should be used. A continuous chip, createdfrom the most of ZEDEX ® high performance polymers,is to be removed with an industrial vaccuumsystem provide of a pre-filter. When a big lathe turninglength is required, the workpiece should be cutedby a lathe steady rest.MillingTo dissipate the milling machining overheat, it issuggestible to choose the largest possible millingstressed cross section. This process is obtainable witha high feed rate, a large depth and a not to high cuttingspeed.In peripheral milling, the surface quality of theZEDEX ® high performance polymers, depends on themain cutting edge. This is influenced by the cuttinggeometry and especially by the feed rate. The greatestsurface quality is achievable with a single-edgedcutter tool. The more cut edges a multi-edge cuttingtool has got, the more comma-shaped chips have tobe eliminate. To obtain injection moulding gears witha high teeth quality, must be used a hob cutter in thefinal process.Filing, rasping, scrapingFiling with rough-hewn wood rasps is well-tried, butfiling with a file blades represents an advantage. Theyhave got holes on their surface, that permit the shavingsto escape from the workpiece surface. Thus, thelubrication of the workpiece’s surface is prevented.Thanks to its design, to remove the shavings from thefile blade, it is enough to tap it.To obtain a smooth workpiece surface, it is better touse a card scraper than a file or a rasp. With a cardscraper is also possible to eliminate sharp edgesfrom the plastic workpiece. A necking tool or a threecornered scraper will be used as scraper tool, toprepare the workpiece for welded joints. To scrapefillet welds, a tool with a minimum radius of 2 mm isrecommended; so as to avoid the generation of notchstresses.A flexible vacuum hoseCuttingSheets made of ZEDEX ® high performance polymerare cutable with a plate shear.ZEDEX ® basic types ZEDEX ® families Post heattreatmentMachiningShippingoverviewSterilizationChemicalresistance29
- Page 1 and 2: ZEDEX ®Tribological Polymer Soluti
- Page 3 and 4: Stamping (Hot forming) . . . . . .
- Page 5 and 6: Thermal limitation usage of ZEDEX
- Page 7 and 8: Comparison of the relative characte
- Page 9 and 10: SubstitutionexamplesWhich material
- Page 11 and 12: SubstitutionexamplesWhich material
- Page 14 and 15: Application with chemicals ZX-530 f
- Page 16 and 17: Low friction ZX-550 familyBasic typ
- Page 18 and 19: Long-term up to 300 °C ZX-750 fami
- Page 20 and 21: Comparison table of the ZEDEX ® ma
- Page 22 and 23: Post heat treatmentThe plastic is s
- Page 24 and 25: Degree of crystallinitySemi-crystal
- Page 26 and 27: Machining guidelineZX-100KZX-100EL6
- Page 30 and 31: ReamingVery tight bore tolerances a
- Page 32 and 33: Achievable lathe turning and millin
- Page 34 and 35: Shipping overviewShipping overview
- Page 36 and 37: Shipping overview of semi-finished
- Page 38 and 39: Size list of sheetsMaterialThicknes
- Page 40 and 41: Size list of sheetsMaterialThicknes
- Page 42 and 43: Size list of rods and tubes, made o
- Page 44 and 45: Size list of rods and tubes, made o
- Page 46 and 47: Size list of rods and tubes, made o
- Page 48 and 49: Size list of rods and tubes, made o
- Page 50 and 51: Size list of rods and tubes, made o
- Page 52 and 53: Size list of rods and tubes, made o
- Page 55 and 56: 55ZEDEX ® basic types ZEDEX ® fam
- Page 57 and 58: 57ZEDEX ® basic types ZEDEX ® fam
- Page 59 and 60: Size list of rods and tubes, made o
- Page 61 and 62: 61ZEDEX ® basic types ZEDEX ® fam
- Page 63 and 64: Size list of rods and tubes, made o
- Page 65 and 66: 65ZEDEX ® basic types ZEDEX ® fam
- Page 67 and 68: Size list of rods and tubes, made o
- Page 69 and 70: 69ZEDEX ® basic types ZEDEX ® fam
- Page 71 and 72: Size list of rods and tubes, made o
- Page 73 and 74: Size list of rods and tubes, made o
- Page 75 and 76: Size list of rods and tubes, made o
- Page 77 and 78: SterilizationIntroductionThe word s
- Page 79 and 80:
High energy radiationThe radiation
- Page 81 and 82:
Chemical resistanceIntroductionThe
- Page 83 and 84:
Chemical resistance of the ZEDEX ®
- Page 85 and 86:
Chemicals listmaterialschemical / c
- Page 87 and 88:
Chemicals listmaterialschemical / c
- Page 89 and 90:
Chemicals listmaterialschemical / c
- Page 91 and 92:
Chemicals listmaterialschemical / c
- Page 93 and 94:
Chemicals listmaterialschemical / c
- Page 95 and 96:
Chemicals listmaterialschemical / c
- Page 97 and 98:
Chemicals listmaterialschemical / c
- Page 99 and 100:
Chemicals listmaterialschemical / c
- Page 101 and 102:
Chemicals listmaterialschemical / c
- Page 103 and 104:
Chemicals listmaterialschemical / c
- Page 105 and 106:
Chemicals listmaterialschemical / c
- Page 107 and 108:
Chemicals listmaterialschemical / c
- Page 109 and 110:
Chemicals listmaterialschemical / c
- Page 111 and 112:
Chemicals listmaterialschemical / c
- Page 113 and 114:
Chemicals listmaterialschemical / c
- Page 115 and 116:
Chemicals listmaterialschemical / c
- Page 117 and 118:
Synonym listSynonymsName from chemi
- Page 119 and 120:
Synonym listSynonymsoldhamiteoxacyc
- Page 121 and 122:
Chemical group listThe chemicals gr
- Page 123 and 124:
Legal informationAll the tests are