

Refinery - II M&I SD Oct-Nov 2018

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Chennai Petroleum Corporation Limited (A group company of Indian Oil)<br />
Technical - Inspection<br />
Chennai Petroleum Corporation Limited (A group company of Indian Oil)<br />
Technical - Inspection<br />
<br />
<br />
Replacement of 03 nos. of coolers & 06 nos. of Air Fin Coolers.<br />
RLA study of the exchangers (16-E-04A/B, 16-E-07) & offered for IBR authorities for extension of license.<br />
1.4.5 Plant 19 : Propylene - Major Jobs:<br />
Equipment & Piping-<br />
External patch plating was carried out in 03 nos. of vessels<br />
Replacement of 2 nos. of vessels & complete insulation renewal for 06 nos. of Columns<br />
WFMPT for 08 nos. columns/ vessels<br />
23 nos. Safety Valves were pre-pop tested, dismantled, serviced, reconditioned and bench tested.<br />
Partial replacement of 43 nos. of pipelines & 13 nos. of modification jobs.<br />
UT gauging of 118 nos. of uninsulated/safety insulated pipelines in plant 19 as a pre-shutdown activity using<br />
manlift & scaffolding.<br />
Exchanger-<br />
<br />
Replacement of 02 nos. of coolers.<br />
1.4.6 Plant 86 : DCU - Major jobs:<br />
Heaters-<br />
<br />
Mechanical decoking of 86-F-01A/B furnace radiant & convection coils combining two passes in each<br />
heaters.<br />
1.4.7 Flare & Offsite Major jobs:<br />
<br />
<br />
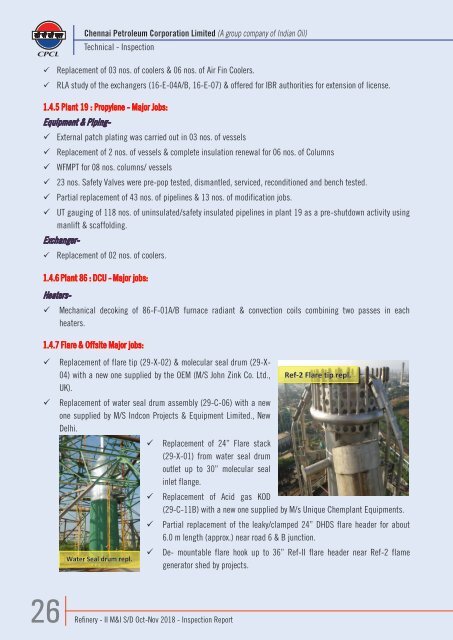
Replacement of flare tip (29-X-02) & molecular seal drum (29-X-<br />
04) with a new one supplied by the OEM (M/S John Zink Co. Ltd.,<br />
UK).<br />
Replacement of water seal drum assembly (29-C-06) with a new<br />
one supplied by M/S Indcon Projects & Equipment Limited., New<br />
Delhi.<br />
Water Seal drum repl.<br />
<br />
<br />
<br />
<br />
Replacement of 24” Flare stack<br />
(29-X-01) from water seal drum<br />
outlet up to 30” molecular seal<br />
inlet flange.<br />
Ref-2 Flare tip repl.<br />
Replacement of Acid gas KOD<br />
(29-C-11B) with a new one supplied by M/s Unique Chemplant Equipments.<br />
Partial replacement of the leaky/cl<strong>amp</strong>ed 24” DHDS flare header for about<br />
6.0 m length (approx.) near road 6 & B junction.<br />
De- mountable flare hook up to 36” Ref-<strong>II</strong> flare header near Ref-2 flame<br />
generator shed by projects.<br />
1.5. INSPECTION ACTIVITIES<br />
1.5.1. Major Inspection & Advanced NDT Techniques:<br />
The following NDT activities were carried out during the shutdown:<br />
Remote Field Eddy Current Testing (RFET) of AFCs (15-E-24A/45/16E & 16-E-108B1)<br />
Eddy Current Testing (ECT) of 15-E-21B, 15-E-25B, 15-E-44B<br />
Ultrasonic Flaw Detection in FCC Reactor stripper section, 16-E-152A, 16-E-152B, 15-E-44A, 15-E-44B<br />
In-situ Metallography of Heater tubes, heater supports, Reactor internal surface.<br />
Positive Material Identification (PMI) of piping in CDU-2 & FCCU<br />
Ultrasonic Thickness Gauging of pipelines, heater tubes & equipments.<br />
Dye Penetrant Examination of root welds of alloy steel heater tubes and piping under replacement, skin<br />
point thermocouple welds.<br />
Wet Fluorescent Magnetic Particle Testing (WFMPT) for 16-C-59/60/259/260/271/ 272/273/275, 17-C-<br />
04/41, 19-C-03 & 19-D-02/03<br />
Radiographic Examination of replacement welds & piping modification weld joints<br />
Hydrostatic Testing of heat exchangers, pressure vessels after hot work jobs and piping after modifications<br />
and replacements.<br />
1.5.2. Statutory Inspection:<br />
RLA study of 3 nos. of waste heat boilers (16-E-04A/B & 16-<br />
E-07) along with CO boiler was carried out by engaging M/s<br />
APT Inspection technologies & same were offered to IBR<br />
authorities for extension of license.<br />
An extensive Non Destructive testing Examination (Visual<br />
inspection, Dye penetrant test, UT, dimensional<br />
measurement, UT gauging, Deposit analysis, IMG test,<br />
Hardness measurement, Fluorescent magnetic particle test,<br />
Oxide scale thickness measurement) of all CO Boiler<br />
components was made at all vulnerable locations such as<br />
butt welds, fillet welds, stub welds, ligaments etc. Wire<br />
brush cleaning or grinding was done for adequate width<br />
near butt welds to permit ultrasonic flaw detection and dye<br />
penetrant testing. Destructive testing of s<strong>amp</strong>le pieces was<br />
also carried out after selecting few s<strong>amp</strong>les.<br />
RLA Study<br />
INSPECTION EXECUTIVE SUMMARY<br />
26<br />
<strong>Refinery</strong> - <strong>II</strong> M&I S/D <strong>Oct</strong>-<strong>Nov</strong> <strong>2018</strong> - Inspection Report<br />
<strong>Refinery</strong> - <strong>II</strong> M&I S/D <strong>Oct</strong>-<strong>Nov</strong> <strong>2018</strong> - Inspection Report<br />
27