

Refinery - II M&I SD Oct-Nov 2018

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
`<br />
Chennai Petroleum Corporation Limited (A group company of Indian Oil)<br />
Technical - Inspection<br />
Chennai Petroleum Corporation Limited (A group company of Indian Oil)<br />
Technical - Inspection<br />
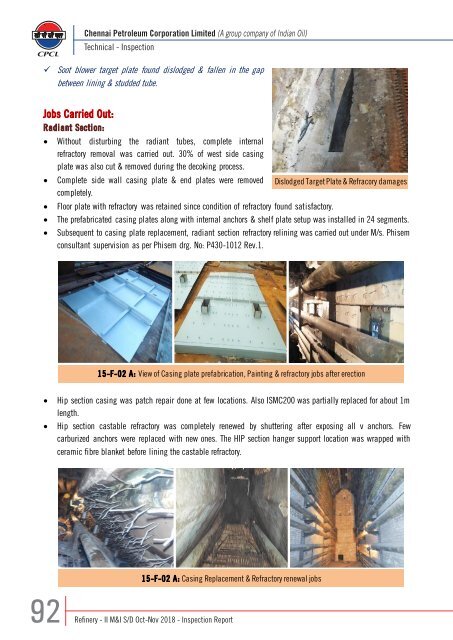
Soot blower target plate found dislodged & fallen in the gap<br />
between lining & studded tube.<br />
<br />
Radiant end tubesheet refractory was left as such. However damaged refractory at bottom section of ETS was<br />
relined on all both sides.<br />
<br />
Radiant return bend header box refractory lining was found in good condition.<br />
Jobs Carried Out:<br />
Radiant Section:<br />
<br />
<br />
<br />
<br />
<br />
Without disturbing the radiant tubes, complete internal<br />
refractory removal was carried out. 30% of west side casing<br />
plate was also cut & removed during the decoking process.<br />
Complete side wall casing plate & end plates were removed<br />
completely.<br />
Dislodged Target Plate & Refracory damages<br />
Floor plate with refractory was retained since condition of refractory found satisfactory.<br />
The prefabricated casing plates along with internal anchors & shelf plate setup was installed in 24 segments.<br />
Subsequent to casing plate replacement, radiant section refractory relining was carried out under M/s. Phisem<br />
consultant supervision as per Phisem drg. No: P430-1012 Rev.1.<br />
<br />
<br />
<br />
Radiant tube creep measurement found to be satisfactory within 2% of OD enlargement. UT Gauging of<br />
radiant coil was carried out and noticed with min. of 5.3 (B5)/ 6.7 (A14)/ 7.7 (B15)/ 9.0 (B16) mm thickness<br />
(Size: 4”/6”/8”/10”) against 6.0/7.1/8.2/9.7 mm original thickness and found satisfactory.<br />
In situ metallography (IMG) test was carried out on all 4 pass outlet tubes 10” tube number A16, B16,C16,D16<br />
and found satisfactory.<br />
Radiant tube hanger support conditions during initial inspection is given below.<br />
Tube No.<br />
1st support<br />
from north<br />
15-F-02A Tube support Condition<br />
2nd support<br />
from north<br />
3rd support<br />
from north<br />
D13,14 Bolt & cl<strong>amp</strong> missing Bent Bolt missing<br />
D 11,12 Intact Normal Intact<br />
C 7,8 Tube hanger missing Bolt missing Tube hanger missing<br />
C 1,2 Tube in bend condition Bolt missing Normal<br />
A 1,2 Normal Normal Not rested<br />
A 5,6 Not rested Normal Normal<br />
CRUDE DISTILLATION UNIT<br />
(CDU/ VDU-<strong>II</strong> PLANT-15, 17, 18)<br />
B 1,2 Bend condition Normal Bolt missing<br />
15-F-02 A: View of Casing plate prefabrication, Painting & refractory jobs after erection<br />
B 3<br />
Normal<br />
Support rested on bottom tube<br />
support<br />
B 5,6 Not rested Normal<br />
Normal<br />
Support rested on bottom tube<br />
support<br />
<br />
Hip section casing was patch repair done at few locations. Also ISMC200 was partially replaced for about 1m<br />
length.<br />
A 14,15 Normal Holding vertical cl<strong>amp</strong> missing Normal<br />
** Missing hanger supports were removed by contractor for enable the casing replacement.<br />
<br />
Hip section castable refractory was completely renewed by shuttering after exposing all v anchors. Few<br />
carburized anchors were replaced with new ones. The HIP section hanger support location was wrapped with<br />
ceramic fibre blanket before lining the castable refractory.<br />
<br />
All 12 nos. skin point thermocouples were renewed (B16, A16, B10, A10, D16, C16, C10 & D10 and shock<br />
tubes - two nos) & provided at new locations. Skin point thermocouples were checked by Maint. – Instruments<br />
and found satisfactory. Thermocouple welds were DP Tested and Ceramic blanket was wrapped at the<br />
thermocouple coil before box-up.<br />
<br />
The skin thermocouples were not provided as per the requirement. The radius of cover plate was not welded<br />
properly as there was gap between tube and gap.<br />
<br />
Damaged Burner no. 1, 4, 5, 8 & 12 muffle blocks were replaced. Refractory relining around the burner muffle<br />
blocks were carried out.<br />
<br />
Damaged burner tips were replaced with OEM tips.<br />
<br />
Additional holes were provided on the HIP section casing plate for easy draining of water at external support<br />
beam in order to drain the accumulated water.<br />
15-F-02 A: Casing Replacement & Refractory renewal jobs<br />
92<br />
<strong>Refinery</strong> - <strong>II</strong> M&I S/D <strong>Oct</strong>-<strong>Nov</strong> <strong>2018</strong> - Inspection Report<br />
<strong>Refinery</strong> - <strong>II</strong> M&I S/D <strong>Oct</strong>-<strong>Nov</strong> <strong>2018</strong> - Inspection Report<br />
93