

special - Alu-web.de
special - Alu-web.de
special - Alu-web.de

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
A L U M I N I U M I M A U t o M o b I L<br />
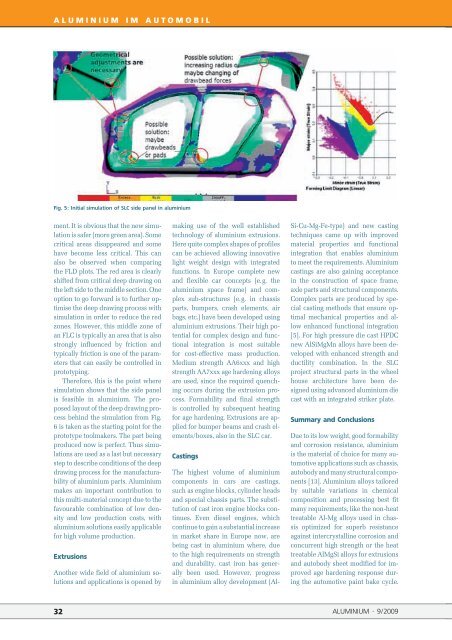
Fig. 5: Initial simulation of SLC si<strong>de</strong> panel in aluminium<br />
ment. It is obvious that the new simulation<br />
is safer (more green area). Some<br />
critical areas disappeared and some<br />
have become less critical. This can<br />
also be observed when comparing<br />
the FLD plots. The red area is clearly<br />
shifted from critical <strong>de</strong>ep drawing on<br />
the left si<strong>de</strong> to the middle section. One<br />
option to go forward is to further optimise<br />
the <strong>de</strong>ep drawing process with<br />
simulation in or<strong>de</strong>r to reduce the red<br />
zones. However, this middle zone of<br />
an FLC is typically an area that is also<br />
strongly influenced by friction and<br />
typically friction is one of the parameters<br />
that can easily be controlled in<br />
prototyping.<br />
Therefore, this is the point where<br />
simulation shows that the si<strong>de</strong> panel<br />
is feasible in aluminium. The proposed<br />
layout of the <strong>de</strong>ep drawing process<br />
behind the simulation from Fig.<br />
6 is taken as the starting point for the<br />
prototype toolmakers. The part being<br />
produced now is perfect. Thus simulations<br />
are used as a last but necessary<br />
step to <strong>de</strong>scribe conditions of the <strong>de</strong>ep<br />
drawing process for the manufacturability<br />
of aluminium parts. <strong>Alu</strong>minium<br />
makes an important contribution to<br />
this multi-material concept due to the<br />
favourable combination of low <strong>de</strong>nsity<br />
and low production costs, with<br />
aluminium solutions easily applicable<br />
for high volume production.<br />
Extrusions<br />
Another wi<strong>de</strong> field of aluminium solutions<br />
and applications is opened by<br />
making use of the well established<br />
technology of aluminium extrusions.<br />
Here quite complex shapes of profiles<br />
can be achieved allowing innovative<br />
light weight <strong>de</strong>sign with integrated<br />
functions. In Europe complete new<br />
and flexible car concepts (e. g. the<br />
aluminium space frame) and complex<br />
sub-structures (e. g. in chassis<br />
parts, bumpers, crash elements, air<br />
bags, etc.) have been <strong>de</strong>veloped using<br />
aluminium extrusions. Their high potential<br />
for complex <strong>de</strong>sign and functional<br />
integration is most suitable<br />
for cost-effective mass production.<br />
Medium strength AA6xxx and high<br />
strength AA7xxx age har<strong>de</strong>ning alloys<br />
are used, since the required quenching<br />
occurs during the extrusion process.<br />
Formability and final strength<br />
is controlled by subsequent heating<br />
for age har<strong>de</strong>ning. Extrusions are applied<br />
for bumper beams and crash elements/boxes,<br />
also in the SLC car.<br />
Castings<br />
The highest volume of aluminium<br />
components in cars are castings,<br />
such as engine blocks, cylin<strong>de</strong>r heads<br />
and <strong>special</strong> chassis parts. The substitution<br />
of cast iron engine blocks continues.<br />
Even diesel engines, which<br />
continue to gain a substantial increase<br />
in market share in Europe now, are<br />
being cast in aluminium where, due<br />
to the high requirements on strength<br />
and durability, cast iron has generally<br />
been used. However, progress<br />
in aluminium alloy <strong>de</strong>velopment (Al-<br />
Si-Cu-Mg-Fe-type) and new casting<br />
techniques came up with improved<br />
material properties and functional<br />
integration that enables aluminium<br />
to meet the requirements. <strong>Alu</strong>minium<br />
castings are also gaining acceptance<br />
in the construction of space frame,<br />
axle parts and structural components.<br />
Complex parts are produced by <strong>special</strong><br />
casting methods that ensure optimal<br />
mechanical properties and allow<br />
enhanced functional integration<br />
[5]. For high pressure die cast HPDC<br />
new AlSiMgMn alloys have been <strong>de</strong>veloped<br />
with enhanced strength and<br />
ductility combination. In the SLC<br />
project structural parts in the wheel<br />
house architecture have been <strong>de</strong>signed<br />
using advanced aluminium die<br />
cast with an integrated striker plate.<br />
Summary and Conclusions<br />
Due to its low weight, good formability<br />
and corrosion resistance, aluminium<br />
is the material of choice for many automotive<br />
applications such as chassis,<br />
autobody and many structural components<br />
[13]. <strong>Alu</strong>minium alloys tailored<br />
by suitable variations in chemical<br />
composition and processing best fit<br />
many requirements, like the non-heat<br />
treatable Al-Mg alloys used in chassis<br />
optimized for superb resistance<br />
against intercrystalline corrosion and<br />
concurrent high strength or the heat<br />
treatable AlMgSi alloys for extrusions<br />
and autobody sheet modified for improved<br />
age har<strong>de</strong>ning response during<br />
the automotive paint bake cycle.<br />
32 ALUMINIUM · 9/2009













