gb ifdep nl dk sf ns gr ru h ro pl cz sk si hr/scg lt ee lv bg
gb ifdep nl dk sf ns gr ru h ro pl cz sk si hr/scg lt ee lv bg
gb ifdep nl dk sf ns gr ru h ro pl cz sk si hr/scg lt ee lv bg

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
RYZYKA SZCZĄTKOWE<br />
3. DANE TECHNICZNE<br />
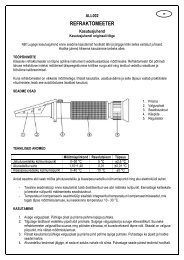
3.1 TABLICZKA ZNAMIONOWA (RYS. A)<br />
Główne dane doty<strong>cz</strong>ące zastosowania i wydajności spawarki punktowej są podane na<br />
tabli<strong>cz</strong>ce znamionowej o następującym zna<strong>cz</strong>eniu.<br />
NIEBEZPIECZEŃSTWO ZGNIECENIA KOŃCZYN GÓRNYCH 1- Ilość faz oraz <strong>cz</strong>ęstotliwość linii za<strong>si</strong>lania.<br />
Tryb funkcjonowania spawarki punktowej oraz zmienność kształtu i 2- Napięcie za<strong>si</strong>lania.<br />
wymiarów obrabianego przedmiotu uniemożliwiają zrealizowanie 3- Moc znamionowa <strong>si</strong>eci z 50% trybem pracy urządzenia.<br />
zabezpie<strong>cz</strong>enia przed niebezpie<strong>cz</strong>eństwem zgniecenia koń<strong>cz</strong>yn górnych: 4- Moc <strong>si</strong>eci przy ustalonym stanie pracy (100%).<br />
palce, ręka, przedramię. 5- Maksymalne napięcie jałowe na elekt<strong>ro</strong>dach.<br />
Zredukować ryzyko poprzez zastosowanie odpowiednich ś<strong>ro</strong><st<strong>ro</strong>ng>dk</st<strong>ro</strong>ng>ów 6- Maksymalny prąd w przypa<st<strong>ro</strong>ng>dk</st<strong>ro</strong>ng>u zwarcia elekt<strong>ro</strong>d.<br />
zapobiegaw<strong>cz</strong>ych: 7- Maksymalny naci<strong>sk</strong> wywierany przez elekt<strong>ro</strong>dy.<br />
- Operator mu<strong>si</strong> być doświad<strong>cz</strong>ony lub przeszkolony o p<strong>ro</strong>cesach spawania<br />
opo<strong>ro</strong>wego z zastosowaniem tego typu aparatury.<br />
8- Prąd wtórny przy ustalonym stanie pracy (100%).<br />
- Dokonać oceny za<st<strong>ro</strong>ng>gr</st<strong>ro</strong>ng>ożenia dla każdego typu obróbki wykonywanej; Uwaga: Na tabli<strong>cz</strong>ce znamionowej podane jest przykładowe zna<strong>cz</strong>enie symboli i cyfr;<br />
przygotować odpowiednie oprzyrządowanie i osłony służące do dokładne wartości danych techni<strong>cz</strong>nych spawarki punktowej znajdującej <strong>si</strong>ę w<br />
podtrzymywania i p<strong>ro</strong>wadzenia poddawanego obróbce przedmiotu (za<br />
wyjątkiem zastosowania przenośnej spawarki punktowej).<br />
Waszym po<strong>si</strong>adaniu należy od<strong>cz</strong>ytać bezpośrednio na tabli<strong>cz</strong>ce samego urządzenia.<br />
- W każdym przypa<st<strong>ro</strong>ng>dk</st<strong>ro</strong>ng>u, w którym budowa przedmiotu umożliwia wykonanie 3.2 POZOSTAŁE DANE TECHNICZNE<br />
tego typu operacji, wyregulować odległość elekt<strong>ro</strong>d w taki sposób, aby nie Ogólne parametry: TAB. 1.<br />
przek<strong>ro</strong><strong>cz</strong>yć 6 mm suwu .<br />
- Uniemożliwić pracę kilku osób jedno<strong>cz</strong>eśnie z zastosowaniem tej samej<br />
spawarki punktowej.<br />
Uziemienie spawarki punktowej: TAB. 7.<br />
- Uniemożliwić dostęp do strefy <strong>ro</strong>bo<strong>cz</strong>ej osobom nieupoważnionym.<br />
- Nie pozostawiać urządzenia bez nadzo<st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng>: w przypa<st<strong>ro</strong>ng>dk</st<strong>ro</strong>ng>u pozostawienia<br />
urządzenia bez nadzo<st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng> należy obowiązkowo odłą<strong>cz</strong>yć je od <strong>si</strong>eci za<strong>si</strong>lania .<br />
4. OPIS SPAWARKI PUNKTOWEJ<br />
4.1 GŁÓWNE KOMPONENTY I REGULACJE (RYS.B)<br />
1- Wkręt do regulacji naci<strong>sk</strong>u elekt<strong>ro</strong>d.<br />
- RYZYKO OPARZEŃ<br />
Niektóre <strong>cz</strong>ęści spawarki punktowej (elekt<strong>ro</strong>dy - ramiona i strefy<br />
przylegające) mogą o<strong>si</strong>ągnąć temperaturę przekra<strong>cz</strong>ającą 65°C: należy no<strong>si</strong>ć<br />
odpowiednią odzież och<strong>ro</strong>nną.<br />
2- Regulowany uchwyt prawy/lewy.<br />
3- Otwór do montażu eventualnego ucha.<br />
4- Ramię <st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng>chome do spawania.<br />
5- Ramię nie<st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng>chome do spawania.<br />
6- Przewód za<strong>si</strong>lania.<br />
- RYZYKO PRZEWRÓCENIA I UPADKU<br />
- Ustawić spawarkę na powierzchni poziomej o nośności odpowiedniej dla jej<br />
cięża<st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng>; przymocować ją do płasz<strong>cz</strong>yzny oparcia (jeżeli przewidziana w<br />
<strong>ro</strong>zdziale “INSTALOWANIE” niniejszej i<st<strong>ro</strong>ng>ns</st<strong>ro</strong>ng>t<st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng>kcji obsługi). W przeciwnym<br />
przypa<st<strong>ro</strong>ng>dk</st<strong>ro</strong>ng>u - posadzka pochyła lub nierówna, <st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng>chome płasz<strong>cz</strong>yzny oparcia -<br />
7- Tabli<strong>cz</strong>ka danych.<br />
8- Wyłą<strong>cz</strong>nik typu mic<strong>ro</strong>switch.<br />
9- Regulacja <strong>cz</strong>asu punktowania (tylko w modelu 20TI (RYS. B1)); w przypa<st<strong>ro</strong>ng>dk</st<strong>ro</strong>ng>u<br />
modeli “DIGITAL” należy prze<strong>cz</strong>ytać punkt 4.2: PANEL STERUJĄCY.<br />
10-Dźwignia do punktowania.<br />
istnieje niebezpie<strong>cz</strong>eństwo wywrócenia urządzenia.<br />
- Zabrania <strong>si</strong>ę podnoszenia urządzenia, za wyjątkiem przypa<st<strong>ro</strong>ng>dk</st<strong>ro</strong>ng>u, kiedy jest to<br />
wyraźnie przewidziane w <strong>ro</strong>zdziale “INSTALOWANIE” niniejszej i<st<strong>ro</strong>ng>ns</st<strong>ro</strong>ng>t<st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng>kcji<br />
obsługi.<br />
4.2 PANEL STERUJĄCY (tylko w modelach “DIGITAL”) (RYS. C)<br />
1- Klawisz do korekty <strong>cz</strong>asu punktowania:<br />
- dostosowuje <strong>cz</strong>as punktowania do domyślnych ustawień fabry<strong>cz</strong>nych.<br />
2- Klawisz do ustawiania <st<strong>ro</strong>ng>gr</st<strong>ro</strong>ng>ubości blachy:<br />
- ustawia <st<strong>ro</strong>ng>gr</st<strong>ro</strong>ng>ubość blachy, na której należy wykonać punktowanie.<br />
- ZASTOSOWANIE NIEWŁAŚCIWE:<br />
3- Przyci<strong>sk</strong> wybo<st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng> trybu punktowania:<br />
Używanie spawarki do jakiejkolwiek obróbki odmiennej od przewidzianej<br />
(spawanie punktowe opo<strong>ro</strong>we) jest niebezpie<strong>cz</strong>ne.<br />
9 : prąd spawania jest pulsujący.<br />
Dokonując tego wybo<st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng> zwiększa <strong>si</strong>ę zdolność punktowania na<br />
ZABEZPIECZENIA I OSŁONY ______<br />
blachach o wysokiej <st<strong>ro</strong>ng>gr</st<strong>ro</strong>ng>anicy <strong>pl</strong>asty<strong>cz</strong>ności lub na blachach ze<br />
sz<strong>cz</strong>ególną osłoną zabezpie<strong>cz</strong>ającą. Okres pulsowania jest<br />
automaty<strong>cz</strong>ny i nie wymaga regulacji.<br />
: zwykłe punktowanie.<br />
Przed podłą<strong>cz</strong>eniem urządzenia do <strong>si</strong>eci za<strong>si</strong>lania należy umieścić<br />
zabezpie<strong>cz</strong>enia oraz <st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng>chome <strong>cz</strong>ęści obudowy spawarki punktowej w<br />
odpowiednim położeniu.<br />
UWAGA! Wszelkie operacje wykonywane w trybie rę<strong>cz</strong>nym na <st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng>chomych<br />
dostępnych <strong>cz</strong>ęściach urządzenia , takie jak na przykład:<br />
4- DIODY sygnalizujące zadziałanie zabezpie<strong>cz</strong>enia termi<strong>cz</strong>nego.<br />
Dwie diody migają na przemian, pozostałe diody nie świecą <strong>si</strong>ę, sygnalizując<br />
blokadę spawarki punktowej w wyniku prze<st<strong>ro</strong>ng>gr</st<strong>ro</strong>ng>zania; reset następuje automaty<strong>cz</strong>nie<br />
po pow<strong>ro</strong>cie do dopusz<strong>cz</strong>alnych <st<strong>ro</strong>ng>gr</st<strong>ro</strong>ng>anic temperatury.<br />
- Wymiana lub ko<st<strong>ro</strong>ng>ns</st<strong>ro</strong>ng>erwacja elekt<strong>ro</strong>d<br />
- Regulacja położenia ramion lub elekt<strong>ro</strong>d 5. INSTALOWANIE<br />
POWINNY BYĆ WYKONYWANE PO WYŁĄCZENIU URZĄDZENIA I ODŁĄCZENIU<br />
OD SIECI ZASILANIA .<br />
----------------------------------------------------------------------------------------------------------------<br />
UWAGA! WYKONAĆ WSZELKIE OPERACJE INSTALOWANIA ORAZ<br />
2. WPROWADZENIE I OGÓLNY OPIS<br />
PODŁĄCZENIA ELEKTRYCZNE I PNEUMATYCZNE PO UPRZEDNIM<br />
WYŁĄCZENIU SPAWARKI PUNKTOWEJ I ODŁĄCZENIU JEJ OD SIECI<br />
2.1 WPROWADZENIE ZASILANIA.<br />
Przenośna spawarka punktowa przezna<strong>cz</strong>ona do spawania opo<strong>ro</strong>wego. PODŁĄCZENIA ELEKTRYCZNE I PNEUMATYCZNE POWINNY BYĆ<br />
Ta seria spawarek <strong>sk</strong>łada <strong>si</strong>ę z 3 modeli: WYKONYWANE WYŁĄCZNIE PRZEZ PERSONEL DOŚWIADCZONY LUB<br />
- Modular 20 TI: WYKWALIFIKOWANY.<br />
Przenośna spawarka punktowa z elekt<strong>ro</strong>ni<strong>cz</strong>nym regulatorem <strong>cz</strong>asowym.<br />
Umożliwia precyzyjne wykonywanie punktów spawania dzięki elekt<strong>ro</strong>ni<strong>cz</strong>nemu<br />
---------------------------------------------------------------------------------------------------------------ste<strong>ro</strong>waniu<br />
<strong>cz</strong>asu punktowania i regulacji naci<strong>sk</strong>u elekt<strong>ro</strong>d. Zdolność punktowania 5.1 WYPOSAŻENIE<br />
blach stalowych o ni<strong>sk</strong>iej zawartości węgla (ramiona standardowe), do <st<strong>ro</strong>ng>gr</st<strong>ro</strong>ng>ubości 1+1 Rozpakować urządzenie i zamontować odłą<strong>cz</strong>one <strong>cz</strong>ęści znajdujące <strong>si</strong>ę w<br />
mm.<br />
- Digital Modular 230:<br />
opakowaniu.<br />
Przenośna spawarka punktowa z cyf<strong>ro</strong>wym ste<strong>ro</strong>waniem mik<strong>ro</strong>p<strong>ro</strong>ceso<strong>ro</strong>wym. 5.2 SPOSÓB PODNOSZENIA URZĄDZENIA<br />
Główne parametry zarządzane z panelu kont<strong>ro</strong>lnego są następujące: UWAGA: Wszystkie spawarki punktowe opisane w tej i<st<strong>ro</strong>ng>ns</st<strong>ro</strong>ng>t<st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng>kcji są pozbawione<br />
- Ustawianie <st<strong>ro</strong>ng>gr</st<strong>ro</strong>ng>ubości blachy przezna<strong>cz</strong>onej do punktowania. urządzeń do podnoszenia; w przypa<st<strong>ro</strong>ng>dk</st<strong>ro</strong>ng>u, kiedy zamierza <strong>si</strong>ę założyć ucho służące do<br />
- Korekta <strong>cz</strong>asu punktowania. zawieszenia urządzenia, należy wykorzystać otwór (RYS. F (2)), zwrócić uwagę, aby<br />
- Możliwość włą<strong>cz</strong>ania pulsowania prądu punktowania.<br />
- Regulacja <strong>si</strong>ły punktowania.<br />
gwintowany trzon nie wnikał głębiej niż na 8mm.<br />
- Zdolność punktowania blach stalowych o ni<strong>sk</strong>iej zawartości węgla (ramiona 5.3 USTAWIENIE<br />
standardowe), do <st<strong>ro</strong>ng>gr</st<strong>ro</strong>ng>ubości 2+2 mm. Zarezerwować do i<st<strong>ro</strong>ng>ns</st<strong>ro</strong>ng>talacji urządzenia strefę wystar<strong>cz</strong>ająco <strong>ro</strong>zległą i pozbawioną<br />
- Digital Modular 400: przeszkód, która może zagwarantować w pełni bezpie<strong>cz</strong>ny dostęp do panelu<br />
Przenośna spawarka punktowa z cyf<strong>ro</strong>wym ste<strong>ro</strong>waniem mik<strong>ro</strong>p<strong>ro</strong>ceso<strong>ro</strong>wym. ste<st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng>jącego, gniaz<st<strong>ro</strong>ng>dk</st<strong>ro</strong>ng>a <strong>si</strong>eciowego oraz obsza<st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng> <strong>ro</strong>bo<strong>cz</strong>ego.<br />
Te same parametry jak w przypa<st<strong>ro</strong>ng>dk</st<strong>ro</strong>ng>u modelu Digital Modular 230, jednakże Pod<strong>cz</strong>as, kiedy spawarka nie jest używana należy ustawić ją na równej powierzchni,<br />
funkcjonuje ona z napięciem za<strong>si</strong>lania 400V(380V-415V).<br />
2.2 AKCESORIA W ZESTAWIE<br />
odpowiedniej do utrzymania cięża<st<strong>ro</strong>ng>ru</st<strong>ro</strong>ng> urządzenia (patrz “dane techni<strong>cz</strong>ne”), w celu<br />
uniknięcia niebezpie<strong>cz</strong>eństwa przewrócenia lub niebezpie<strong>cz</strong>nych przesunięć.<br />
Podstawowe wyposażenie spawarki punktowej obejmuje ramiona o długości 120 mm 5.4 PODŁĄCZENIE DO SIECI<br />
oraz elekt<strong>ro</strong>dy standardowe. 5.4.1 Zalecenia<br />
Przed wykonaniem jakiegokolwiek podłą<strong>cz</strong>enia elektry<strong>cz</strong>nego należy sprawdzić, <strong>cz</strong>y<br />
2.3 AKCESORIA NA ZAMÓWIENIE dane podane na tabli<strong>cz</strong>ce urządzenia odpowiadają wartościom napięcia i<br />
- Dwa ramiona oraz elekt<strong>ro</strong>dy o różnej długości i/lub kształcie, również w zestawach <strong>cz</strong>ęstotliwości <strong>si</strong>eci, będącym do dyspozycji w miejscu i<st<strong>ro</strong>ng>ns</st<strong>ro</strong>ng>talacji.<br />
obejmujących kilka par ramion. Spawarkę punktową należy podłą<strong>cz</strong>yć wyłą<strong>cz</strong>nie do systemu za<strong>si</strong>lania z przewodem<br />
- Wózek dla ramion: stanowi oparcie dla spawarki punktowej i jej akcesoriów. neutralnym podłą<strong>cz</strong>onym do uziemienia.<br />
- 45 -<br />
5.4.2 Wty<strong>cz</strong>ka i gniaz<st<strong>ro</strong>ng>dk</st<strong>ro</strong>ng>o<br />
Podłą<strong>cz</strong>yć do przewodu za<strong>si</strong>lania wty<strong>cz</strong>kę znormalizowaną o odpowiednim przepływie<br />
i przygotować gniaz<st<strong>ro</strong>ng>dk</st<strong>ro</strong>ng>o <strong>si</strong>eciowe zabezpie<strong>cz</strong>one przez bezpie<strong>cz</strong>niki lub automaty<strong>cz</strong>ny