

C - Solvay Plastics
C - Solvay Plastics
C - Solvay Plastics

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
4 - Phase d'injection<br />
La mise au point de la phase d’injection ne<br />
peut se faire qu’après avoir vérifié que les<br />
température matière et température moule<br />
sont correctes.<br />
L'hydraulique de la machine pendant la phase<br />
d'injection (pompes, vannes et maître-cylindre)<br />
sert à mettre le matériau fondu sous pression<br />
afin de le transférer dans le moule. Cela peut<br />
être fait, en fonction des possibilités de la<br />
machine, à débit constant (et même à débit fixé<br />
en fonction du temps) ou à pression constante.<br />
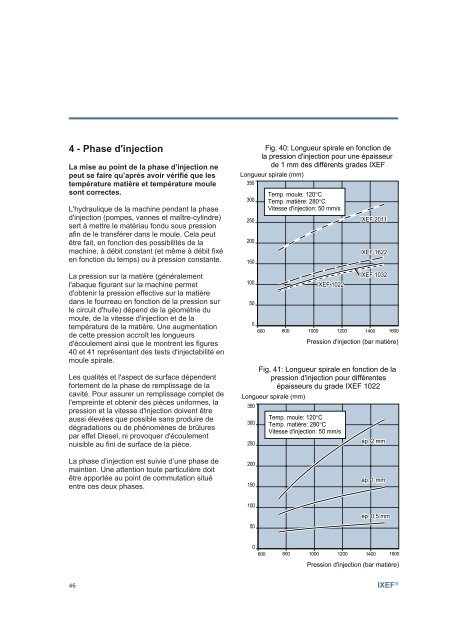
La pression sur la matière (généralement<br />
l'abaque figurant sur la machine permet<br />
d'obtenir la pression effective sur la matière<br />
dans le fourreau en fonction de la pression sur<br />
le circuit d'huile) dépend de la géométrie du<br />
moule, de la vitesse d'injection et de la<br />
température de la matière. Une augmentation<br />
de cette pression accroît les longueurs<br />
d'écoulement ainsi que le montrent les figures<br />
40 et 41 représentant des tests d'injectabilité en<br />
moule spirale.<br />
Les qualités et l'aspect de surface dépendent<br />
fortement de la phase de remplissage de la<br />
cavité. Pour assurer un remplissage complet de<br />
l'empreinte et obtenir des pièces uniformes, la<br />
pression et la vitesse d'injection doivent être<br />
aussi élevées que possible sans produire de<br />
dégradations ou de phénomènes de brûlures<br />
par effet Diesel, ni provoquer d'écoulement<br />
nuisible au fini de surface de la pièce.<br />
Longueur spirale (mm)<br />
350<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
Fig. 41: Longueur spirale en fonction de la<br />
pression d'injection pour différentes<br />
épaisseurs du grade IXEF 1022<br />
Longueur spirale (mm)<br />
350<br />
300<br />
250<br />
Fig. 40: Longueur spirale en fonction de<br />
la pression d'injection pour une épaisseur<br />
de 1 mm des différents grades IXEF<br />
Temp. moule: 120°C<br />
Temp. matière: 280°C<br />
Vitesse d'injection: 50 mm/s<br />
IXEF 1022<br />
Temp. moule: 120°C<br />
Temp. matière: 280°C<br />
Vitesse d'injection: 50 mm/s<br />
IXEF 2011<br />
IXEF 1622<br />
IXEF 1032<br />
0<br />
600 800 1000 1200 1400 1600<br />
Pression d'injection (bar matière)<br />
ép. 2 mm<br />
La phase d’injection est suivie d’une phase de<br />
maintien. Une attention toute particulière doit<br />
être apportée au point de commutation situé<br />
entre ces deux phases.<br />
200<br />
150<br />
ép. 1 mm<br />
100<br />
ép. 0,5 mm<br />
50<br />
0<br />
600 800 1000 1200 1400 1600<br />
Pression d'injection (bar matière)<br />
46 IXEF ®














