

C - Solvay Plastics
C - Solvay Plastics
C - Solvay Plastics

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
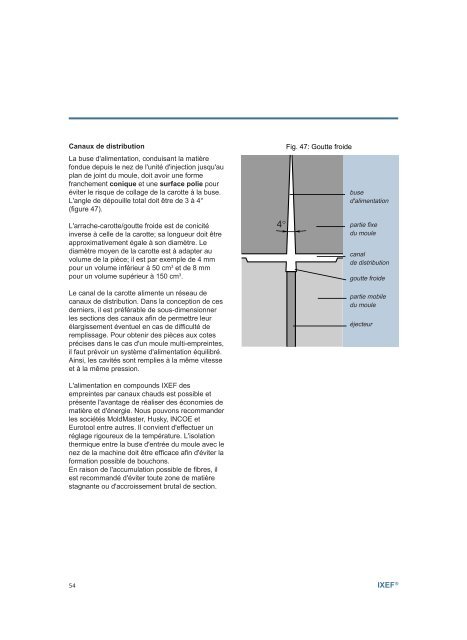
Canaux de distribution<br />
La buse d'alimentation, conduisant la matière<br />
fondue depuis le nez de l'unité d'injection jusqu'au<br />
plan de joint du moule, doit avoir une forme<br />
franchement conique et une surface polie pour<br />
éviter le risque de collage de la carotte à la buse.<br />
L'angle de dépouille total doit être de 3 à 4°<br />
(figure 47).<br />
L'arrache-carotte/goutte froide est de conicité<br />
inverse à celle de la carotte; sa longueur doit être<br />
approximativement égale à son diamètre. Le<br />
diamètre moyen de la carotte est à adapter au<br />
volume de la pièce; il est par exemple de 4 mm<br />
pour un volume inférieur à 50 cm 3 et de 8 mm<br />
pour un volume supérieur à 150 cm 3 .<br />
Le canal de la carotte alimente un réseau de<br />
canaux de distribution. Dans la conception de ces<br />
derniers, il est préférable de sous-dimensionner<br />
les sections des canaux afin de permettre leur<br />
élargissement éventuel en cas de difficulté de<br />
remplissage. Pour obtenir des pièces aux cotes<br />
précises dans le cas d'un moule multi-empreintes,<br />
il faut prévoir un système d'alimentation équilibré.<br />
Ainsi, les cavités sont remplies à la même vitesse<br />
et à la même pression.<br />
Fig. 47: Goutte froide<br />
buse<br />
d'alimentation<br />
4° partie fixe<br />
du moule<br />
canal<br />
de distribution<br />
goutte froide<br />
partie mobile<br />
du moule<br />
éjecteur<br />
L'alimentation en compounds IXEF des<br />
empreintes par canaux chauds est possible et<br />
présente l'avantage de réaliser des économies de<br />
matière et d'énergie. Nous pouvons recommander<br />
les sociétés MoldMaster, Husky, INCOE et<br />
Eurotool entre autres. Il convient d'effectuer un<br />
réglage rigoureux de la température. L'isolation<br />
thermique entre la buse d'entrée du moule avec le<br />
nez de la machine doit être efficace afin d'éviter la<br />
formation possible de bouchons.<br />
En raison de l'accumulation possible de fibres, il<br />
est recommandé d'éviter toute zone de matière<br />
stagnante ou d'accroissement brutal de section.<br />
54 IXEF ®














