

C - Solvay Plastics
C - Solvay Plastics
C - Solvay Plastics

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
C - Mesures de sécurité<br />
Events<br />
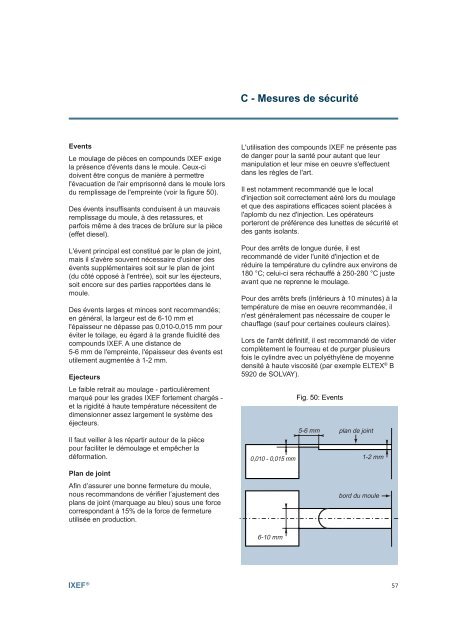
Le moulage de pièces en compounds IXEF exige<br />
la présence d'évents dans le moule. Ceux-ci<br />
doivent être conçus de manière à permettre<br />
l'évacuation de l'air emprisonné dans le moule lors<br />
du remplissage de l'empreinte (voir la figure 50).<br />
Des évents insuffisants conduisent à un mauvais<br />
remplissage du moule, à des retassures, et<br />
parfois même à des traces de brûlure sur la pièce<br />
(effet diesel).<br />
L'évent principal est constitué par le plan de joint,<br />
mais il s'avère souvent nécessaire d'usiner des<br />
évents supplémentaires soit sur le plan de joint<br />
(du côté opposé à l'entrée), soit sur les éjecteurs,<br />
soit encore sur des parties rapportées dans le<br />
moule.<br />
Des évents larges et minces sont recommandés;<br />
en général, la largeur est de 6-10 mm et<br />
l'épaisseur ne dépasse pas 0,010-0,015 mm pour<br />
éviter le toilage, eu égard à la grande fluidité des<br />
compounds IXEF. A une distance de<br />
5-6 mm de l'empreinte, l'épaisseur des évents est<br />
utilement augmentée à 1-2 mm.<br />
Ejecteurs<br />
Le faible retrait au moulage - particulièrement<br />
marqué pour les grades IXEF fortement chargés -<br />
et la rigidité à haute température nécessitent de<br />
dimensionner assez largement le système des<br />
éjecteurs.<br />
Il faut veiller à les répartir autour de la pièce<br />
pour faciliter le démoulage et empêcher la<br />
déformation.<br />
Plan de joint<br />
Afin d’assurer une bonne fermeture du moule,<br />
nous recommandons de vérifier l’ajustement des<br />
plans de joint (marquage au bleu) sous une force<br />
correspondant à 15% de la force de fermeture<br />
utilisée en production.<br />
L'utilisation des compounds IXEF ne présente pas<br />
de danger pour la santé pour autant que leur<br />
manipulation et leur mise en oeuvre s'effectuent<br />
dans les règles de l'art.<br />
Il est notamment recommandé que le local<br />
d'injection soit correctement aéré lors du moulage<br />
et que des aspirations efficaces soient placées à<br />
l'aplomb du nez d'injection. Les opérateurs<br />
porteront de préférence des lunettes de sécurité et<br />
des gants isolants.<br />
Pour des arrêts de longue durée, il est<br />
recommandé de vider l'unité d'injection et de<br />
réduire la température du cylindre aux environs de<br />
180 °C; celui-ci sera réchauffé à 250-280 °C juste<br />
avant que ne reprenne le moulage.<br />
Pour des arrêts brefs (inférieurs à 10 minutes) à la<br />
température de mise en oeuvre recommandée, il<br />
n'est généralement pas nécessaire de couper le<br />
chauffage (sauf pour certaines couleurs claires).<br />
Lors de l'arrêt définitif, il est recommandé de vider<br />
complètement le fourreau et de purger plusieurs<br />
fois le cylindre avec un polyéthylène de moyenne<br />
densité à haute viscosité (par exemple ELTEX ® B<br />
5920 de SOLVAY).<br />
0,010 - 0,015 mm<br />
Fig. 50: Events<br />
5-6 mm<br />
plan de joint<br />
1-2 mm<br />
bord du moule<br />
6-10 mm<br />
IXEF ®<br />
57














