

C - Solvay Plastics
C - Solvay Plastics
C - Solvay Plastics

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
5 - Phase de maintien<br />
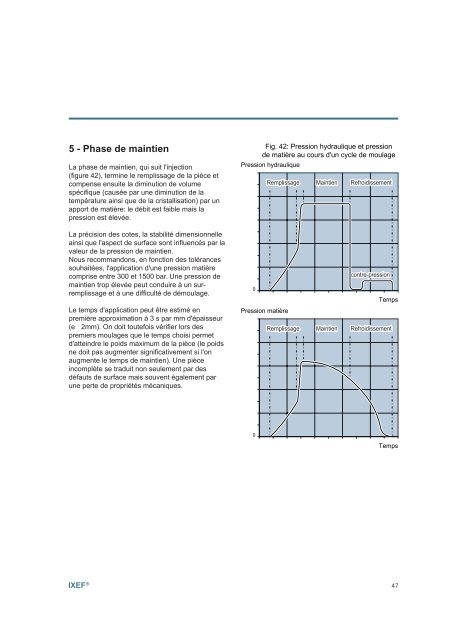
La phase de maintien, qui suit l'injection<br />
(figure 42), termine le remplissage de la pièce et<br />
compense ensuite la diminution de volume<br />
spécifique (causée par une diminution de la<br />
température ainsi que de la cristallisation) par un<br />
apport de matière: le débit est faible mais la<br />
pression est élevée.<br />
Fig. 42: Pression hydraulique et pression<br />
de matière au cours d'un cycle de moulage<br />
Pression hydraulique<br />
Remplissage<br />
Maintien<br />
Refroidissement<br />
La précision des cotes, la stabilité dimensionnelle<br />
ainsi que l'aspect de surface sont influencés par la<br />
valeur de la pression de maintien.<br />
Nous recommandons, en fonction des tolérances<br />
souhaitées, l'application d'une pression matière<br />
comprise entre 300 et 1500 bar. Une pression de<br />
maintien trop élevée peut conduire à un surremplissage<br />
et à une difficulté de démoulage.<br />
0<br />
contre-pression<br />
Temps<br />
Le temps d'application peut être estimé en<br />
première approximation à 3 s par mm d'épaisseur<br />
(e 2mm). On doit toutefois vérifier lors des<br />
premiers moulages que le temps choisi permet<br />
d'atteindre le poids maximum de la pièce (le poids<br />
ne doit pas augmenter significativement si l'on<br />
augmente le temps de maintien). Une pièce<br />
incomplète se traduit non seulement par des<br />
défauts de surface mais souvent également par<br />
une perte de propriétés mécaniques.<br />
Pression matière<br />
Remplissage<br />
Maintien<br />
Refroidissement<br />
0<br />
Temps<br />
IXEF ®<br />
47














