

C - Solvay Plastics
C - Solvay Plastics
C - Solvay Plastics

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
B - Tracé de la pièce<br />
Le tracé ou la forme des pièces doit non<br />
seulement satisfaire aux contraintes<br />
fonctionnelles mais également aux contraintes<br />
technologiques imposées par le procédé de<br />
moulage par injection décrites ci-dessous:<br />
• épaisseur de paroi aussi uniforme que<br />
possible (section VII.B.1).<br />
• dessin de dépouilles permettant le<br />
démoulage (section VII.B.2).<br />
• pas d'angle vif (section VII.B.3).<br />
• dessin des bossages, trous et nervures<br />
(section VII.B.4).<br />
Ces règles de base, non spécifiques aux<br />
compounds IXEF qui tolèrent souvent plus de<br />
liberté que la plupart des thermoplastiques, sont<br />
rappelées dans les sections suivantes.<br />
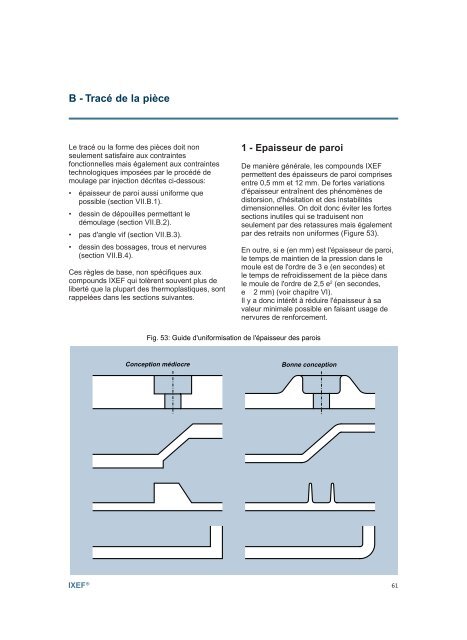
1 - Epaisseur de paroi<br />
De manière générale, les compounds IXEF<br />
permettent des épaisseurs de paroi comprises<br />
entre 0,5 mm et 12 mm. De fortes variations<br />
d'épaisseur entraînent des phénomènes de<br />
distorsion, d'hésitation et des instabilités<br />
dimensionnelles. On doit donc éviter les fortes<br />
sections inutiles qui se traduisent non<br />
seulement par des retassures mais également<br />
par des retraits non uniformes (Figure 53).<br />
En outre, si e (en mm) est l'épaisseur de paroi,<br />
le temps de maintien de la pression dans le<br />
moule est de l'ordre de 3 e (en secondes) et<br />
le temps de refroidissement de la pièce dans<br />
le moule de l'ordre de 2,5 e 2 (en secondes,<br />
e 2 mm) (voir chapitre VI).<br />
Il y a donc intérêt à réduire l'épaisseur à sa<br />
valeur minimale possible en faisant usage de<br />
nervures de renforcement.<br />
Fig. 53: Guide d'uniformisation de l'épaisseur des parois<br />
Conception médiocre<br />
Bonne conception<br />
IXEF ®<br />
61














