

11/12 - Verein österreichischer GieÃereifachleute
11/12 - Verein österreichischer GieÃereifachleute
11/12 - Verein österreichischer GieÃereifachleute

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
GIESSEREI-RUNDSCHAU 58 (20<strong>11</strong>) HEFT <strong>11</strong>/<strong>12</strong><br />
Abb. <strong>11</strong>: Einfluss der Auslagerungstemperatur und des Stabdurchmessers<br />
auf die Gefügeausbildung im Zentrum des Versuchsstabes (nach [3]).<br />
6. Festigkeitssteigerung bei ADI<br />
durch mechanische Verfestigungsverfahren<br />
Weitere Möglichkeiten zur Steigerung der Schwingfestigkeit von<br />
Gusseisen neben der ADI-Wärmebehandlung bestehen in der<br />
Anwendung von mechanischen, thermischen oder thermochemischen<br />
(Oberflächen-) Verfestigungsverfahren. Bei ausferritischem<br />
Gusseisen ergeben die mechanischen Verfahren die besten<br />
Ergebnisse, da diese das durch spezielle Wärmbehandlung<br />
erzeugte Gefüge nicht negativ beeinflussen oder zerstören. Zu<br />
den bekanntesten Verfahren zur mechanischen Oberflächenbehandlung<br />
zählen Kugelstrahlen und Festwalzen.<br />
Im Weiteren wird nur auf den Prozess des Festwalzens eingegangen.<br />
Auf das Potential zur Steigerung der Schwingfestigkeit<br />
durch Kugelstrahlen sei auf folgende Arbeiten verwiesen: [22, 23].<br />
Festwalzen ist vor allem bei gekerbten Bauteilen (z. B. Kurbelwellen)<br />
von Vorteil, da im Kerbgrund die höchsten lokalen Spannungen<br />
auftreten und die Bauteillebensdauer limitieren. Die Steigerung<br />
der Schwingfestigkeit bei diesem Verfahren beruht auf dem<br />
Einbringen von Eigenspannungen in der Kerbe, der Verminderung<br />
der Oberflächenrauhigkeit und gegebenenfalls einer Verfestigung<br />
des Werkstoffs. Die Höhe der Eigenspannungen ist neben den Verfahrensparametern<br />
(Festwalzkraft, Rollengeometrie etc.) auch vom<br />
Werkstoff abhängig. Konstruktionswerkstoffe mit einer hohen<br />
Dehngrenze erlauben das Einbringen von betragsmäßig höheren<br />
Eigenspannungen [24]. Damit ist bei ausferritischem Gusseisen<br />
mit Kugelgraphit im Vergleich zum Ausgangswerkstoff eine höhere<br />
Steigerung der Schwingfestigkeit möglich, da mit der Wärmebehandlung<br />
auch die Dehngrenze gesteigert wird (Abb. 7).<br />
Für die Erhöhung der Schwingfestigkeit ist neben dem Maximalwert<br />
der Eigenspannungen auch die Tiefe der Eigenspannungen<br />
bzw. deren Tiefenverlauf entscheidend. Nur mithilfe der<br />
Kombination aus Beanspruchungs- und Eigenspannungstiefenverlauf<br />
lässt sich die Festigkeitssteigerung durch Festwalzen abschätzen<br />
und erklärt die Unterschiede zwischen den Beanspruchungen<br />
Umlaufbiegung, Torsion und Zug-Druck.<br />
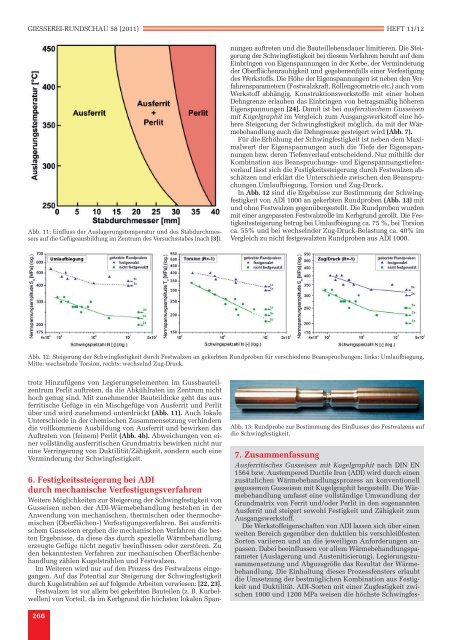
In Abb. <strong>12</strong> sind die Ergebnisse zur Bestimmung der Schwingfestigkeit<br />
von ADI 1000 an gekerbten Rundproben (Abb. 13) mit<br />
und ohne Festwalzen gegenübergestellt. Die Rundproben wurden<br />
mit einer angepassten Festwalzrolle im Kerbgrund gerollt. Die Festigkeitssteigerung<br />
betrug bei Umlaufbiegung ca. 75 %, bei Torsion<br />
ca. 55% und bei wechselnder Zug-Druck-Belastung ca. 40% im<br />
Vergleich zu nicht festgewalzten Rundproben aus ADI 1000.<br />
Abb. <strong>12</strong>: Steigerung der Schwingfestigkeit durch Festwalzen an gekerbten Rundproben für verschiedene Beanspruchungen; links: Umlaufbiegung,<br />
Mitte: wechselnde Torsion, rechts: wechselnd Zug-Druck.<br />
trotz Hinzufügens von Legierungselementen im Gussbauteilzentrum<br />
Perlit auftreten, da die Abkühlraten im Zentrum nicht<br />
hoch genug sind. Mit zunehmender Bauteildicke geht das ausferritische<br />
Gefüge in ein Mischgefüge von Ausferrit und Perlit<br />
über und wird zunehmend unterdrückt (Abb. <strong>11</strong>). Auch lokale<br />
Unterschiede in der chemischen Zusammensetzung verhindern<br />
die vollkommene Ausbildung von Ausferrit und bewirken das<br />
Auftreten von (feinem) Perlit (Abb. 4b). Abweichungen von einer<br />
vollständig ausferritischen Grundmatrix bewirken nicht nur<br />
eine Verringerung von Duktilität/Zähigkeit, sondern auch eine<br />
Verminderung der Schwingfestigkeit.<br />
Abb. 13: Rundprobe zur Bestimmung des Einflusses des Festwalzens auf<br />
die Schwingfestigkeit.<br />
7. Zusammenfassung<br />
Ausferritisches Gusseisen mit Kugelgraphit nach DIN EN<br />
1564 bzw. Austempered Ductile Iron (ADI) wird durch einen<br />
zusätzlichen Wärmebehandlungsprozess an konventionell<br />
gegossenen Gusseisen mit Kugelgraphit hergestellt. Die Wärmebehandlung<br />
umfasst eine vollständige Umwandlung der<br />
Grundmatrix von Ferrit und/oder Perlit in den sogenannten<br />
Ausferrit und steigert sowohl Festigkeit und Zähigkeit zum<br />
Ausgangswerkstoff.<br />
Die Werkstoffeigenschaften von ADI lassen sich über einen<br />
weiten Bereich gegenüber den duktilen bis verschleißfesten<br />
Sorten variieren und an die jeweiligen Anforderungen anpassen.<br />
Dabei beeinflussen vor allem Wärmebehandlungsparameter<br />
(Auslagerung und Austenitisierung), Legierungszusammensetzung<br />
und Abgussgröße das Resultat der Wärmebehandlung.<br />
Die Einhaltung dieses Prozessfensters erlaubt<br />
die Umsetzung der bestmöglichen Kombination aus Festigkeit<br />
und Duktilität. ADI-Sorten mit einer Zugfestigkeit zwischen<br />
1000 und <strong>12</strong>00 MPa weisen die höchste Schwingfes-<br />
266













