

11/12 - Verein österreichischer GieÃereifachleute
11/12 - Verein österreichischer GieÃereifachleute
11/12 - Verein österreichischer GieÃereifachleute

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
HEFT <strong>11</strong>/<strong>12</strong> GIESSEREI-RUNDSCHAU 58 (20<strong>11</strong>)<br />
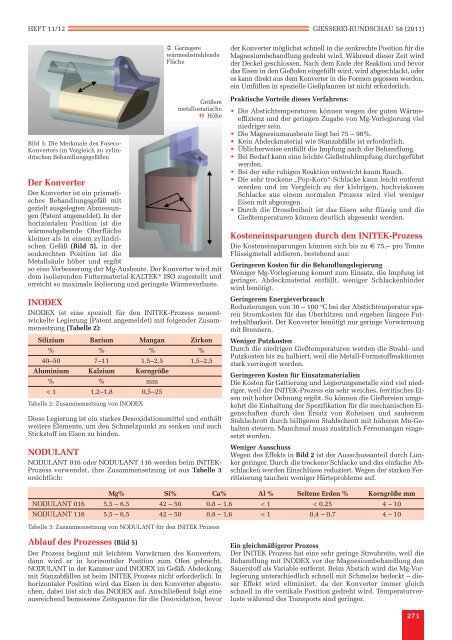
Bild 5: Die Merkmale des Foseco-<br />
Konverters im Vergleich zu zylindrischen<br />
Behandlungsgefäßen<br />
Der Konverter<br />
Der Konverter ist ein prismatisches<br />
Behandlungsgefäß mit<br />
gezielt ausgelegten Abmessungen<br />
(Patent angemeldet). In der<br />
horizontalen Position ist die<br />
wärmeabgebende Oberfläche<br />
kleiner als in einem zylindrischen<br />
Gefäß (Bild 5), in der<br />
senkrechten Position ist die<br />
Metallsäule höher und ergibt<br />
so eine Verbesserung der Mg-Ausbeute. Der Konverter wird mit<br />
dem isolierenden Futtermaterial KALTEK* ISO zugestellt und<br />
erreicht so maximale Isolierung und geringste Wärmeverluste.<br />
INODEX<br />
INODEX ist eine speziell für den INITEK-Prozess neuent -<br />
wickelte Legierung (Patent angemeldet) mit folgender Zusammensetzung<br />
(Tabelle 2):<br />
Silizium Barium Mangan Zirkon<br />
% % % %<br />
40–50 7–<strong>11</strong> 1,5–2,5 1,5–2,5<br />
Aluminium Kalzium Korngröße<br />
% % mm<br />
< 1 1,2–1,8 0,5–25<br />
Tabelle 2: Zusammensetzung von INODEX<br />
Geringere<br />
wärmeabstrahlende<br />
Fläche<br />
Größere<br />
metallostatische<br />
Höhe<br />
Diese Legierung ist ein starkes Desoxidationsmittel und enthält<br />
weitere Elemente, um den Schmelzpunkt zu senken und auch<br />
Stickstoff im Eisen zu binden.<br />
NODULANT<br />
NODULANT 016 oder NODULANT <strong>11</strong>6 werden beim INITEK-<br />
Prozess verwendet, ihre Zusammensetzung ist aus Tabelle 3<br />
ersichtlich:<br />
der Konverter möglichst schnell in die senkrechte Position für die<br />
Magnesiumbehandlung gedreht wird. Während dieser Zeit wird<br />
der Deckel geschlossen. Nach dem Ende der Reaktion und bevor<br />
das Eisen in den Gießofen eingefüllt wird, wird abgeschlackt, oder<br />
es kann direkt aus dem Konverter in die Formen gegossen werden,<br />
ein Umfüllen in spezielle Gießpfannen ist nicht erforderlich.<br />
Praktische Vorteile dieses Verfahrens:<br />
• Die Abstichtemperaturen können wegen der guten Wärme -<br />
effizienz und der geringen Zugabe von Mg-Vorlegierung viel<br />
niedriger sein.<br />
• Die Magnesiumausbeute liegt bei 75 – 98%.<br />
• Kein Abdeckmaterial wie Stanzabfälle ist erforderlich.<br />
• Üblicherweise entfällt die Impfung nach der Behandlung.<br />
• Bei Bedarf kann eine leichte Gießstrahlimpfung durchgeführt<br />
werden.<br />
• Bei der sehr ruhigen Reaktion entweicht kaum Rauch.<br />
• Die sehr trockene „Pop-Korn“-Schlacke kann leicht entfernt<br />
werden und im Vergleich zu der klebrigen, hochviskosen<br />
Schlacke aus einem normalen Prozess wird viel weniger<br />
Eisen mit abgezogen.<br />
• Durch die Drossfreiheit ist das Eisen sehr flüssig und die<br />
Gießtemperaturen können deutlich abgesenkt werden.<br />
Kosteneinsparungen durch den INITEK-Prozess<br />
Die Kosteneinsparungen können sich bis zu € 75,– pro Tonne<br />
Flüssigmetall addieren, bestehend aus:<br />
Geringeren Kosten für die Behandlungslegierung<br />
Weniger Mg-Vorlegierung kommt zum Einsatz, die Impfung ist<br />
geringer, Abdeckmaterial entfällt, weniger Schlackenbinder<br />
wird benötigt.<br />
Geringerem Energieverbrauch<br />
Reduzierungen von 30 – 100 °C bei der Abstichtemperatur sparen<br />
Stromkosten für das Überhitzen und ergeben längere Futterhaltbarkeit.<br />
Der Konverter benötigt nur geringe Vorwärmung<br />
mit Brennern.<br />
Weniger Putzkosten<br />
Durch die niedrigen Gießtemperaturen werden die Strahl- und<br />
Putzkosten bis zu halbiert, weil die Metall-Formstoffreaktionen<br />
stark verringert werden.<br />
Geringeren Kosten für Einsatzmaterialien<br />
Die Kosten für Gattierung und Legierungsmetalle sind viel niedriger,<br />
weil der INITEK-Prozess ein sehr weiches, ferritisches Eisen<br />
mit hoher Dehnung ergibt. So können die Gießereien umgekehrt<br />
die Einhaltung der Spezifikation für die mechanischen Eigenschaften<br />
durch den Ersatz von Roheisen und sauberem<br />
Stahlschrott durch billigeren Stahlschrott mit höheren Mn-Gehalten<br />
steuern. Manchmal muss zusätzlich Ferromangan eingesetzt<br />
werden.<br />
Weniger Ausschuss<br />
Wegen des Effekts in Bild 2 ist der Ausschussanteil durch Lunker<br />
geringer. Durch die trockene Schlacke und das einfache Abschlacken<br />
werden Einschlüsse reduziert. Wegen der starken Ferritisierung<br />
tauchen weniger Härteprobleme auf.<br />
Mg% Si% Ca% Al % Seltene Erden % Korngröße mm<br />
NODULANT 016 5,5 – 6,5 42 – 50 0,8 – 1,6 < 1 < 0,25 4 – 10<br />
NODULANT <strong>11</strong>6 5,5 – 6,5 42 – 50 0,8 – 1,6 < 1 0,4 – 0,7 4 – 10<br />
Tabelle 3: Zusammensetzung von NODULANT für den INITEK Prozess<br />
Ablauf des Prozesses (Bild 5)<br />
Der Prozess beginnt mit leichtem Vorwärmen des Konverters,<br />
dann wird er in horizontaler Position zum Ofen gebracht,<br />
NODULANT in der Kammer und INODEX im Gefäß. Abdeckung<br />
mit Stanzabfällen ist beim INITEK Prozess nicht erforderlich. In<br />
horizontaler Position wird das Eisen in den Konverter abgestochen,<br />
dabei löst sich das INODEX auf. Anschließend folgt eine<br />
ausreichend bemessene Zeitspanne für die Desoxidation, bevor<br />
Ein gleichmäßigerer Prozess<br />
Der INITEK Prozess hat eine sehr geringe Streubreite, weil die<br />
Behandlung mit INODEX vor der Magnesiumbehandlung den<br />
Sauerstoff als Variable entfernt. Beim Abstich wird die Mg-Vorlegierung<br />
unterschiedlich schnell mit Schmelze bedeckt – dieser<br />
Effekt wird eliminiert, da der Konverter immer gleich<br />
schnell in die vertikale Position gedreht wird. Temperaturverluste<br />
während des Transports sind geringer.<br />
271













