KAMDHENU ISPAT LIMITED - Securities and Exchange Board of India
KAMDHENU ISPAT LIMITED - Securities and Exchange Board of India
KAMDHENU ISPAT LIMITED - Securities and Exchange Board of India

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
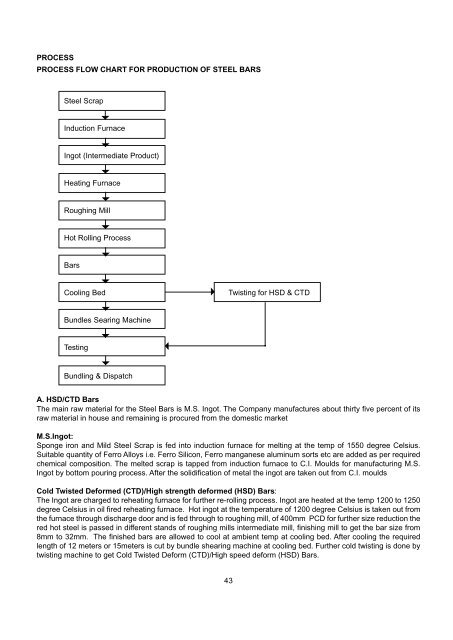
PROCESS<br />
PROCESS FLOW CHART FOR PRODUCTION OF STEEL BARS<br />
Steel Scrap<br />
Induction Furnace<br />
Ingot (Intermediate Product)<br />
Heating Furnace<br />
Roughing Mill<br />
Hot Rolling Process<br />
Bars<br />
Cooling Bed Twisting for HSD & CTD<br />
Bundles Searing Machine<br />
Testing<br />
Bundling & Dispatch<br />
A. HSD/CTD Bars<br />
The main raw material for the Steel Bars is M.S. Ingot. The Company manufactures about thirty five percent <strong>of</strong> its<br />
raw material in house <strong>and</strong> remaining is procured from the domestic market<br />
M.S.Ingot:<br />
Sponge iron <strong>and</strong> Mild Steel Scrap is fed into induction furnace for melting at the temp <strong>of</strong> 1550 degree Celsius.<br />
Suitable quantity <strong>of</strong> Ferro Alloys i.e. Ferro Silicon, Ferro manganese aluminum sorts etc are added as per required<br />
chemical composition. The melted scrap is tapped from induction furnace to C.I. Moulds for manufacturing M.S.<br />
Ingot by bottom pouring process. After the solidification <strong>of</strong> metal the ingot are taken out from C.I. moulds<br />
Cold Twisted Deformed (CTD)/High strength deformed (HSD) Bars:<br />
The Ingot are charged to reheating furnace for further re-rolling process. Ingot are heated at the temp 1200 to 1250<br />
degree Celsius in oil fired reheating furnace. Hot ingot at the temperature <strong>of</strong> 1200 degree Celsius is taken out from<br />
the furnace through discharge door <strong>and</strong> is fed through to roughing mill, <strong>of</strong> 400mm PCD for further size reduction the<br />
red hot steel is passed in different st<strong>and</strong>s <strong>of</strong> roughing mills intermediate mill, finishing mill to get the bar size from<br />
8mm to 32mm. The finished bars are allowed to cool at ambient temp at cooling bed. After cooling the required<br />
length <strong>of</strong> 12 meters or 15meters is cut by bundle shearing machine at cooling bed. Further cold twisting is done by<br />
twisting machine to get Cold Twisted Deform (CTD)/High speed deform (HSD) Bars.<br />
43