

Transactions
Transactions
Transactions

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
496 TRANSACTIONS OF T H E A.S.M.E. AUGUST, 1941<br />
but it has only been during recent years that it has been an item<br />
of great importance. As the newer oils are more resistant to oxidation,<br />
compounds that protect the metal from corroding are<br />
slower in forming; and corrosion will occur, where previously it<br />
was not experienced. Also, the newer oils will dissolve films<br />
that have been coated upon metal surfaces and thus allow the<br />
water to contact the bare metal and cause corrosion. Previously,<br />
the corrosion products formed were principally ferric oxide<br />
(Fe2Oa), which, when carried in the oil stream, did not cause<br />
severe abrasion. The product formed with the newer oils is magnetic<br />
iron oxide (Fe30 4), which when formed in the presence of<br />
oil appears to be small, dense, hard crystals, and very abrasive.<br />
When corrosion occurred in the high-pressure unit at Springdale,<br />
it was impractical at that time to remove the unit from<br />
service for a prolonged period and means for preventing the<br />
corrosion had to be devised. Laboratory tests showed that the<br />
addition of used oil which had become partially oxidized would<br />
prevent corrosion. This remedy was applied to the oil in the<br />
unit, and corrosion was completely stopped. Before adding the<br />
used oil, moisture to the extent of 0.1 per cent would cause corrosion;<br />
after the addition of the used oil, the unit was operated<br />
for 3 weeks with 3 per cent of water in the oil, and no corrosion<br />
occurred. Since these results have been obtained at<br />
Springdale, it has become a general and successful practice to<br />
stop corrosion in turbine oil systems by the addition of used oil<br />
to the new oil.<br />
We differ from the author in our theory as to why the addition<br />
of the old oil prevents corrosion. Laboratory experimental<br />
work and service records indicate that, when water is added to a<br />
used oil, it makes a coating of a very minute film on the metal<br />
surface. The first water added causes the formation of this film,<br />
but in so doing it also removes the film-forming properties from<br />
the oil. So until the oil is further oxidized any other additions<br />
of water can cause corrosion of new metal that was not in the<br />
system when the protective film was formed. Several experiences<br />
with corrosion on changed metal parts has lead us to believe<br />
that the inhibition was imparted to the metal and was not<br />
permanently given to the oil, by having imparted to the oil an<br />
increased wetting action.<br />
The addition of the old oil to the new oil in a turbine system is<br />
ideal for corrosion prevention but is not to be desired when considering<br />
the service life of the new oil. The used oil apparently<br />
serves as a catalyst to start oxidation in the new oil and reduce<br />
its service life. Laboratory tests have shown that the life may<br />
be reduced to as much as 20 to 30 per cent of the life expected<br />
if the used oil had not been added.<br />
Turbine-lubrication problems and their solutions can be arrived<br />
at only by the cooperation of the turbine designers, the<br />
oil refiners, and the users of the oil. Committees composed of<br />
these three groups have been formed, and the results of their<br />
cooperative studies will be very valuable.<br />
D. L. B a r b o u b . 8 Operators of geared turbines would be interested<br />
in the author’s comments concerning the desirability of<br />
using for this service, as contrasted with direct-connected units,<br />
an oil having a low viscosity index, i.e., a relatively steep temperature-viscosity<br />
curve.<br />
For a geared unit, it is general practice to employ a common<br />
oiling system to serve the bearings of the turbine, reduction<br />
gear, and generator or other driven machine and also the oil<br />
sprays for gear-tooth lubrication. The operating conditions<br />
of the bearings, particularly those of the turbine and high-speed<br />
pinion, are the same as on a direct-connected unit. The viscosity<br />
range for an oil most suitable for the bearings is as recommended<br />
8 Chief Turbine Engineer, Elliott Company, Jeannette, Pa. Mem.<br />
A.S.M.E.<br />
in the first column in Table 1 of the paper. On the other hand,<br />
an oil of much higher viscosity is preferred for gear-tooth lubrication.<br />
This necessarily results in a compromise viscosity, intermediate<br />
between the two, as recommended in the second and<br />
third columns of Table 1.<br />
There is also a considerable difference in oil-temperature rise<br />
in the bearings and in the gear teeth. While the bearing-outlet<br />
oil temperature is generally between 140 and 160 F with 120 F<br />
inlet, the oil leaving the gear teeth may be at only approximately<br />
125 F.<br />
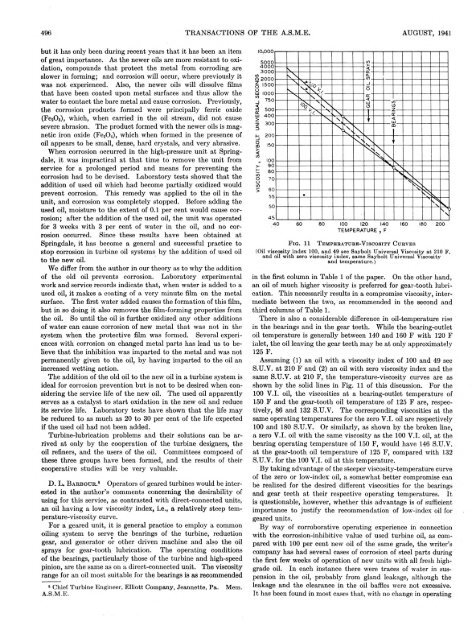
Assuming (1) an oil with a viscosity index of 100 and 49 sec<br />
S.U.V. at 210 F and (2) an oil with zero viscosity index and the<br />
same S.U.V. at 210 F, the temperature-viscosity curves are as<br />
shown by the solid lines in Fig. 11 of this discussion. For the<br />
100 V.I. oil, the viscosities at a bearing-outlet temperature of<br />
150 F and the gear-tooth oil temperature of 125 F are, respectively,<br />
86 and 132 S.U.V. The corresponding viscosities at the<br />
same operating temperatures for the zero V.I. oil are respectively<br />
100 and 180 S.U.V. Or similarly, as shown by the broken line,<br />
a zero V.I. oil with the same viscosity as the 100 V.I. oil, at the<br />
bearing operating temperature of 150 F, would have 146 S.U.V.<br />
at the gear-tooth oil temperature of 125 F, compared with 132<br />
S.U.V. for the 100 V.I. oil at this temperature.<br />
By taking advantage of the steeper viscosity-temperature curve<br />
of the zero or low-index oil, a somewhat better compromise can<br />
be realized for the desired different viscosities for the bearings<br />
and gear teeth at their respective operating temperatures. It<br />
is questionable, however, whether this advantage is of sufficient<br />
importance to justify the recommendation of low-index oil for<br />
geared units.<br />
By way of corroborative operating experience in connection<br />
with the corrosion-inhibitive value of used turbine oil, as compared<br />
with 100 per cent new oil of the same grade, the writer’s<br />
company has had several cases of corrosion of steel parts during<br />
the first few weeks of operation of new units with all fresh high-<br />
grade oil. In each instance there were traces of water in suspension<br />
in the oil, probably from gland leakage, although the<br />
leakage and the clearance in the oil baffles were not excessive.<br />
It has been found in most cases that, with no change in operating














