In-Service Inspection of Nuclear Power Plants - gnssn - International ...
In-Service Inspection of Nuclear Power Plants - gnssn - International ...
In-Service Inspection of Nuclear Power Plants - gnssn - International ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
This publication is no longer valid<br />
Please see http://www-ns.iaea.org/standards/<br />
Doc.-No.<br />
KKG-Q-PSOO5 NUCLEAR POWER PLANT GOESGEN-DAENIKEN LTD<br />
Yoke magnetization:<br />
Annex 5<br />
Page: 1<br />
out <strong>of</strong>: 2<br />
Rev<br />
Division <strong>of</strong> examination area and positioning <strong>of</strong> yoke magnet<br />
1. Examination <strong>of</strong> welds<br />
Provided that accessabillty is adequate, inspection is performed on both<br />
surfaces.<br />
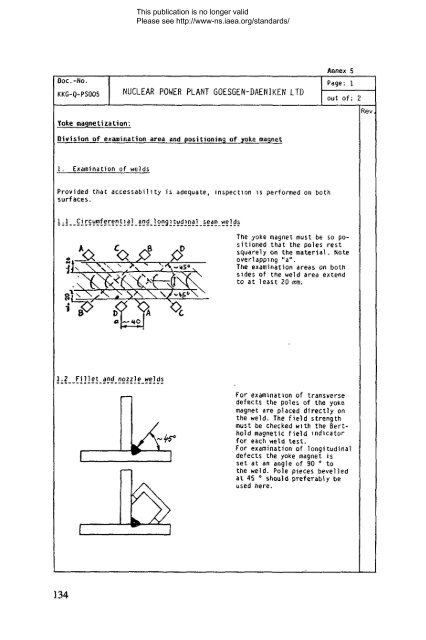
_Circumferentiaj_and_^ongitud^nal<br />
»<br />
seam welds<br />
The yoke magnet must be so positioned<br />
that the poles rest<br />
squarely on the material. Note<br />
overlapping "a".<br />
The examination areas on both<br />
sides <strong>of</strong> the weld area extend<br />
to at least 20 ran.<br />
1.2 Fillet and nozzle welds<br />
For examination <strong>of</strong> transverse<br />
defects the poles <strong>of</strong> the yoke<br />
magnet are placed directly on<br />
the weld. The field strength<br />
must be checked with the Berthold<br />
magnetic field indicator<br />
for each weld test.<br />
For examination <strong>of</strong> longitudinal<br />
defects the yoke magnet is<br />
set at an angle <strong>of</strong> 90 ' to<br />
the weld. Pole pieces bevelled<br />
at AS " should preferably be<br />
used here.<br />
134