36 Drying of Wood
36 Drying of Wood
36 Drying of Wood
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
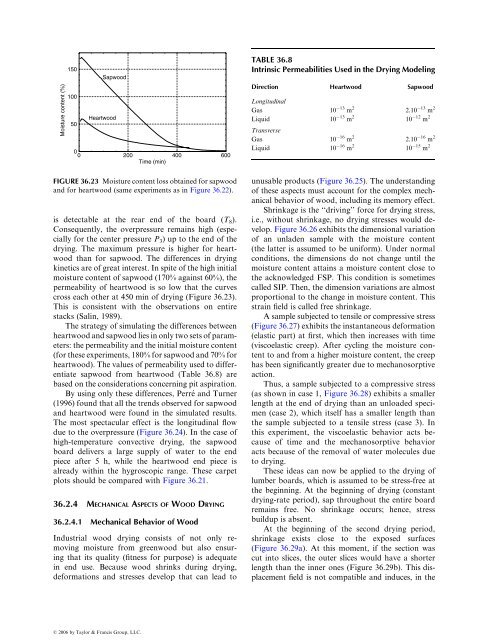
Moisture content (%)15010050SapwoodHeartwood00 200 400 600Time (min)FIGURE <strong>36</strong>.23 Moisture content loss obtained for sapwoodand for heartwood (same experiments as in Figure <strong>36</strong>.22).is detectable at the rear end <strong>of</strong> the board (T 8 ).Consequently, the overpressure remains high (especiallyfor the center pressure P 3 ) up to the end <strong>of</strong> thedrying. The maximum pressure is higher for heartwoodthan for sapwood. The differences in dryingkinetics are <strong>of</strong> great interest. In spite <strong>of</strong> the high initialmoisture content <strong>of</strong> sapwood (170% against 60%), thepermeability <strong>of</strong> heartwood is so low that the curvescross each other at 450 min <strong>of</strong> drying (Figure <strong>36</strong>.23).This is consistent with the observations on entirestacks (Salin, 1989).The strategy <strong>of</strong> simulating the differences betweenheartwoodandsapwoodliesinonlytwosets<strong>of</strong>parameters:the permeability and the initial moisture content(fortheseexperiments,180%forsapwoodand70%forheartwood). The values <strong>of</strong> permeability used to differentiatesapwood from heartwood (Table <strong>36</strong>.8) arebased on the considerations concerning pit aspiration.By using only these differences, Perré and Turner(1996) found that all the trends observed for sapwoodand heartwood were found in the simulated results.The most spectacular effect is the longitudinal flowdue to the overpressure (Figure <strong>36</strong>.24). In the case <strong>of</strong>high-temperature convective drying, the sapwoodboard delivers a large supply <strong>of</strong> water to the endpiece after 5 h, while the heartwood end piece isalready within the hygroscopic range. These carpetplots should be compared with Figure <strong>36</strong>.21.<strong>36</strong>.2.4 MECHANICAL A SPECTS OF WOOD DRYING<strong>36</strong>.2.4 .1 Mech anical Behavior <strong>of</strong> W oodIndustrial wood drying consists <strong>of</strong> not only removingmoisture from greenwood but also ensuringthat its quality (fitness for purpose) is adequatein end use. Because wood shrinks during drying,deformations and stresses develop that can lead toTABLE <strong>36</strong>.8Intrinsic Permeabilities Used in the <strong>Drying</strong> ModelingDirection Heartwood SapwoodLongitudinalGas 10 13 m 2 2.10 13 m 2Liquid 10 13 m 2 10 12 m 2TransverseGas 10 16 m 2 2.10 16 m 2Liquid 10 16 m 2 10 15 m 2unusable products (Figure <strong>36</strong>.25). The understanding<strong>of</strong> these aspects must account for the complex mechanicalbehavior <strong>of</strong> wood, including its memory effect.Shrinkage is the ‘‘driving’’ force for drying stress,i.e., without shrinkage, no drying stresses would develop.Figure <strong>36</strong>.26 exhibits the dimensional variation<strong>of</strong> an unladen sample with the moisture content(the latter is assumed to be uniform). Under normalconditions, the dimensions do not change until themoisture content attains a moisture content close tothe acknowledged FSP. This condition is sometimescalled SIP. Then, the dimension variations are almostproportional to the change in moisture content. Thisstrain field is called free shrinkage.A sample subjected to tensile or compressive stress(Figure <strong>36</strong>.27) exhibits the instantaneous deformation(elastic part) at first, which then increases with time(viscoelastic creep). After cycling the moisture contentto and from a higher moisture content, the creephas been significantly greater due to mechanosorptiveaction.Thus, a sample subjected to a compressive stress(as shown in case 1, Figure <strong>36</strong>.28) exhibits a smallerlength at the end <strong>of</strong> drying than an unloaded specimen(case 2), which itself has a smaller length thanthe sample subjected to a tensile stress (case 3). Inthis experiment, the viscoelastic behavior acts because<strong>of</strong> time and the mechanosorptive behavioracts because <strong>of</strong> the removal <strong>of</strong> water molecules dueto drying.These ideas can now be applied to the drying <strong>of</strong>lumber boards, which is assumed to be stress-free atthe beginning. At the beginning <strong>of</strong> drying (constantdrying-rate period), sap throughout the entire boardremains free. No shrinkage occurs; hence, stressbuildup is absent.At the beginning <strong>of</strong> the second drying period,shrinkage exists close to the exposed surfaces(Figure <strong>36</strong>.29a). At this moment, if the section wascut into slices, the outer slices would have a shorterlength than the inner ones (Figure <strong>36</strong>.29b). This displacementfield is not compatible and induces, in theß 2006 by Taylor & Francis Group, LLC.