36 Drying of Wood
36 Drying of Wood
36 Drying of Wood
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
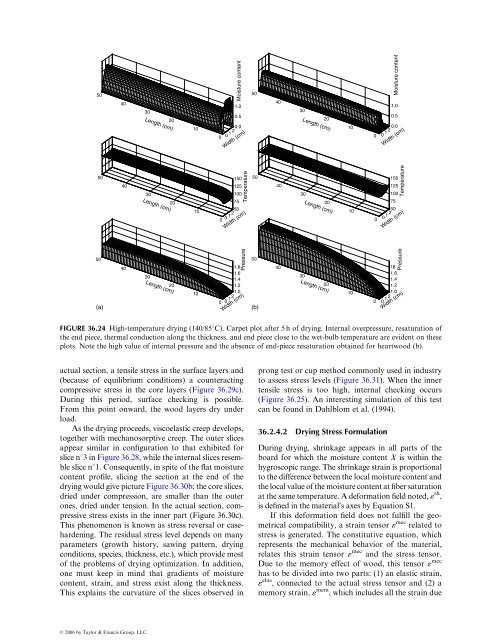
504030Length (cm)2010Moisture content1.00.50.00 1 20Width (cm)50403020Length (cm)100Moisture content1.00.50.00 1 2Width (cm)504030Length (cm)2010150125100755000 12TemperatureWidth (cm)504030Length (cm)2010015012510075500 1 2TemperatureWidth (cm)50(a)4030Length (cm)20100Pressure1.81.61.41.21.00 1 2Width (cm)50(b)4030Length (cm)20100Pressure1.81.61.41.21.00 1 2Width (cm)FIGURE <strong>36</strong>.24 High-temperature drying (140/858C). Carpet plot after 5 h <strong>of</strong> drying. Internal overpressure, resaturation <strong>of</strong>the end piece, thermal conduction along the thickness, and end piece close to the wet-bulb temperature are evident on theseplots. Note the high value <strong>of</strong> internal pressure and the absence <strong>of</strong> end-piece resaturation obtained for heartwood (b).actual section, a tensile stress in the surface layers and(because <strong>of</strong> equilibrium conditions) a counteractingcompressive stress in the core layers (Figure <strong>36</strong>.29c).During this period, surface checking is possible.From this point onward, the wood layers dry underload.As the drying proceeds, viscoelastic creep develops,together with mechanosorptive creep. The outer slicesappear similar in configuration to that exhibited forslice n83inFigure<strong>36</strong>.28,whiletheinternalslicesresembleslice n 81. Consequently, in spite <strong>of</strong> the flat moisturecontent pr<strong>of</strong>ile, slicing the section at the end <strong>of</strong> thedrying wouldgivepictureFigure<strong>36</strong>.30b; the coreslices,dried under compression, are smaller than the outerones, dried under tension. In the actual section, compressivestress exists in the inner part (Figure <strong>36</strong>.30c).This phenomenon is known as stress reversal or casehardening.The residual stress level depends on manyparameters (growth history, sawing pattern, dryingconditions, species, thickness, etc.), which provide most<strong>of</strong> the problems <strong>of</strong> drying optimization. In addition,one must keep in mind that gradients <strong>of</strong> moisturecontent, strain, and stress exist along the thickness.This explains the curvature <strong>of</strong> the slices observed inprong test or cup method commonly used in industryto assess stress levels (Figure <strong>36</strong>.31). When the innertensile stress is too high, internal checking occurs(Figure <strong>36</strong>.25). An interesting simulation <strong>of</strong> this testcan be found in Dahlblom et al. (1994).<strong>36</strong>.2.4 .2 Dry ing Stres s Fo rmulationDuring drying, shrinkage appears in all parts <strong>of</strong> theboard for which the moisture content X is within thehygroscopic range. The shrinkage strain is proportionalto the difference between the local moisture content andthelocalvalue<strong>of</strong>themoisturecontentatfibersaturationat the same temperature. A deformation field noted, « sh ,is defined in the material’s axes by Equation S1.If this deformation field does not fulfill the geometricalcompatibility, a strain tensor « mec related tostress is generated. The constitutive equation, whichrepresents the mechanical behavior <strong>of</strong> the material,relates this strain tensor « mec and the stress tensor.Due to the memory effect <strong>of</strong> wood, this tensor « mechas to be divided into two parts: (1) an elastic strain,« elas , connected to the actual stress tensor and (2) amemory strain, « mem , which includes all the strain dueß 2006 by Taylor & Francis Group, LLC.