where the boards butt up due to shrinkage on dryingor unevenness in thickness and there may be gaps dueto the presence <strong>of</strong> boards with uneven length. Fluiddynamicsimulation <strong>of</strong> the flow over inline slabs(Langrish et al., 1993) has suggested that gaps assmall as 1 mm might be sufficient to disrupt theflow, with circulation within the gaps themselves.The magnitude <strong>of</strong> the side gaps in the board influencesboth the drying rates and the development <strong>of</strong>drying stresses (Langrish, 1999), so that experimentson the drying <strong>of</strong> single boards (as <strong>of</strong>ten done) mayyield uncertain information about the drying <strong>of</strong> a load<strong>of</strong> the same wood in a kiln. With regard to variationsin board thickness, Haslett (1998) recommends thatthe coefficient <strong>of</strong> variation for the board thicknessmust be under 0.04 for successful high-temperaturedrying.Whenever kiln stacks are built from randomlengthlumber so that every second board is flush ateach end <strong>of</strong> the stack, variations in openness <strong>of</strong> thestack result. This gives two different zones: (1) acentral zone in which all the available space is filledand (2) two end zones where alternate boards aremissing (Salin, 2001). This arrangement results inhigher within-stack velocities (about 30% higher) inthe center than in the end zones, with correspondingimplications in the variation in drying behavior.<strong>36</strong>.3.2.2 Moisture-Evaporation ConsiderationsThe airflow through the stack influences the magnitude<strong>of</strong> the local airside mass-transfer coefficient, andthus the evaporation into the airstream. Particularly,at the higher air velocities used in high-temperaturedrying, any variations in these transfer coefficientshave a significant effect on the uniformity <strong>of</strong> dryingthroughout the stack.The air-inlet face <strong>of</strong> the lumber stack presents a set<strong>of</strong> blunt edges to the incident airflow, resulting in anenhancement <strong>of</strong> the mass-transfer coefficients nearthe leading edges (Kho et al., 1990). Computationalstudies (Sun, 2001) <strong>of</strong> the flow over a series <strong>of</strong> slabswith inline gaps suggest that for gaps greater thanabout 2 mm there will be similar, but lesser, enhancementsat subsequent boards downstream.With Scandinavian stacking practice, the endzones <strong>of</strong> the stack dry faster than the central, fullyfilled part (Salin and Öhman, 1998). The lower airvelocity in the ends is more than compensated byhigher heat-transfer coefficients associated with theflow disturbance and smaller wood volume. (Thereis a smaller decrease in temperature and increase inhumidity along the stack in the airflow direction.) Ingeneral, it is expected that the local transfer coefficientsdiminish with distance in the airflow directiondue to a thickening <strong>of</strong> the boundary layer. This variationand the downwind accumulation <strong>of</strong> moisture inthe airstream result in the maximum possible evaporationrate dwindling with distance from the air inlet tothe air outlet from the stack.Traditionally, the variation <strong>of</strong> evaporative ratesacross the stack has been counteracted by the installation<strong>of</strong> bidirectional fans and by periodically reversingthe airflow direction through the stack. Thispolicy has minimal effect on the drying rates in thecenter <strong>of</strong> the stack, but reduces the variation in behaviorbetween the two end zones. If only moisturecontent variations are considered, many reversals arenot needed to achieve this equalization (Pang et al.,1995; Nijdam and Keey, 1996; Wagner et al., 1996).However, if stress development in the surface layerwith the likelihood <strong>of</strong> checking is taken into account,then the flow reversals for a timber such as Pinussylvestris should be less than 2 h apart (Salin andÖhman, 1998). A period <strong>of</strong> 4 h is a common industrialpractice for permeable s<strong>of</strong>twoods such as P. radiata.<strong>36</strong>.3.3 KILN OPERATIONTo understand kiln-wide behavior, it is useful to invokethe concept <strong>of</strong> the characteristic drying curve(van Meel, 1958; Keey, 1978). The concept reducesthe drying kinetics for a specific material <strong>of</strong> specificgeometry to a single function <strong>of</strong> the local averagedmoisture content. The concept when applied to thekiln drying <strong>of</strong> lumber boards is rough, not only due tovariations in drying behavior between boards (Daviset al., 2001) but also due to embedded assumptions inthe concept itself. Nevertheless, it is a sufficient representation<strong>of</strong> drying behavior to determine the effect<strong>of</strong> kiln parameters on the course <strong>of</strong> drying. Thesethings, such as the uniformity <strong>of</strong> the airflow, thenumber <strong>of</strong> airflow reversals, the velocity, temperature,and humidity settings, are all those under thecontrol <strong>of</strong> the kiln operator.The concept <strong>of</strong> a characteristic drying curve leads tothe following expression for the moisture-evaporationrate per unit <strong>of</strong> exposed board surface:N v ¼ f bf(Y W Y G ) (<strong>36</strong>:22)where f is the evaporation rate relative to that at agiven moisture content (either the initial or some criticalvalue <strong>of</strong> transition from unhindered drying), and isa unique function <strong>of</strong> the mean free moisture content;b is the external (airside) mass-transfer coefficient; f isthe humidity-potential coefficient, which takes a constantvalue when the wet-bulb temperature remains thesame throughout the kiln; Y W is the saturation humidityat the wet-bulb temperature; and Y G is the bulk-airß 2006 by Taylor & Francis Group, LLC.
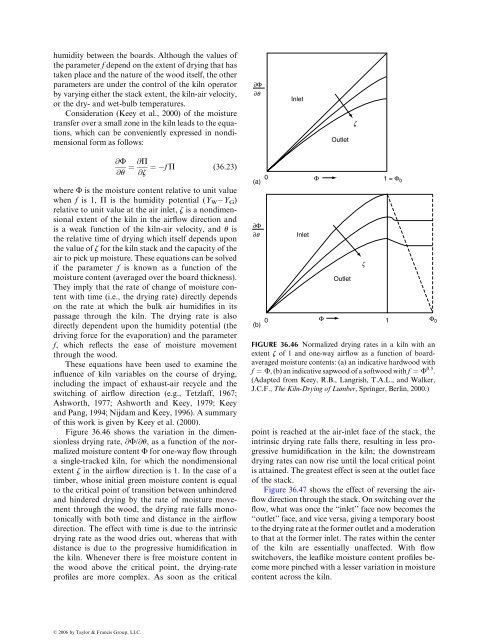
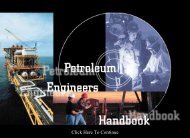
humidity between the boards. Although the values <strong>of</strong>the parameter f depend on the extent <strong>of</strong> drying that hastaken place and the nature <strong>of</strong> the wood itself, the otherparameters are under the control <strong>of</strong> the kiln operatorby varying either the stack extent, the kiln-air velocity,or the dry- and wet-bulb temperatures.Consideration (Keey et al., 2000) <strong>of</strong> the moisturetransfer over a small zone in the kiln leads to the equations,which can be conveniently expressed in nondimensionalform as follows:∂Φ∂qInletOutletz@F@u ¼ @P ¼ f P (<strong>36</strong>:23)@zwhere F is the moisture content relative to unit valuewhen f is 1, P is the humidity potential (Y W Y G )relative to unit value at the air inlet, z is a nondimensionalextent <strong>of</strong> the kiln in the airflow direction andis a weak function <strong>of</strong> the kiln-air velocity, and u isthe relative time <strong>of</strong> drying which itself depends uponthe value <strong>of</strong> z for the kiln stack and the capacity <strong>of</strong> theair to pick up moisture. These equations can be solvedif the parameter f is known as a function <strong>of</strong> themoisture content (averaged over the board thickness).They imply that the rate <strong>of</strong> change <strong>of</strong> moisture contentwith time (i.e., the drying rate) directly dependson the rate at which the bulk air humidifies in itspassage through the kiln. The drying rate is alsodirectly dependent upon the humidity potential (thedriving force for the evaporation) and the parameterf, which reflects the ease <strong>of</strong> moisture movementthrough the wood.These equations have been used to examine theinfluence <strong>of</strong> kiln variables on the course <strong>of</strong> drying,including the impact <strong>of</strong> exhaust-air recycle and theswitching <strong>of</strong> airflow direction (e.g., Tetzlaff, 1967;Ashworth, 1977; Ashworth and Keey, 1979; Keeyand Pang, 1994; Nijdam and Keey, 1996). A summary<strong>of</strong> this work is given by Keey et al. (2000).Figure <strong>36</strong>.46 shows the variation in the dimensionlessdrying rate, @F/ @u, as a function <strong>of</strong> the normalizedmoisture content F for one-way flow througha single-tracked kiln, for which the nondimensionalextent z in the airflow direction is 1. In the case <strong>of</strong> atimber, whose initial green moisture content is equalto the critical point <strong>of</strong> transition between unhinderedand hindered drying by the rate <strong>of</strong> moisture movementthrough the wood, the drying rate falls monotonicallywith both time and distance in the airflowdirection. The effect with time is due to the intrinsicdrying rate as the wood dries out, whereas that withdistance is due to the progressive humidification inthe kiln. Whenever there is free moisture content inthe wood above the critical point, the drying-ratepr<strong>of</strong>iles are more complex. As soon as the critical(a)∂Φ∂q(b)0InletΦOutlet0 Φ1point is reached at the air-inlet face <strong>of</strong> the stack, theintrinsic drying rate falls there, resulting in less progressivehumidification in the kiln; the downstreamdrying rates can now rise until the local critical pointis attained. The greatest effect is seen at the outlet face<strong>of</strong> the stack.Figure <strong>36</strong>.47 shows the effect <strong>of</strong> reversing the airflowdirection through the stack. On switching over theflow, what was once the ‘‘inlet’’ face now becomes the‘‘outlet’’ face, and vice versa, giving a temporary boostto the drying rate at the former outlet and a moderationto that at the former inlet. The rates within the center<strong>of</strong> the kiln are essentially unaffected. With flowswitchovers, the leaflike moisture content pr<strong>of</strong>iles becomemore pinched with a lesser variation in moisturecontent across the kiln.z1 = Φ 0Φ 0FIGURE <strong>36</strong>.46 Normalized drying rates in a kiln with anextent z <strong>of</strong> 1 and one-way airflow as a function <strong>of</strong> boardaveragedmoisture contents: (a) an indicative hardwood withf ¼ F, (b) an indicative sapwood <strong>of</strong> a s<strong>of</strong>twood with f ¼ F 0.5 .(Adapted from Keey, R.B., Langrish, T.A.L., and Walker,J.C.F., The Kiln-<strong>Drying</strong> <strong>of</strong> Lumber, Springer, Berlin, 2000.)ß 2006 by Taylor & Francis Group, LLC.