

WINTER 2024
Distributor's Link Magazine Winter 2024 / Vol 47 No 1
Distributor's Link Magazine Winter 2024 / Vol 47 No 1

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
160<br />
THE DISTRIBUTOR’S LINK<br />
FASTENER EXPERTS MENTOR GROUP MIKE ROBINSON: IS MY PART UP TO IFI STANDARDS IF IT LOOKS BAD? from page 122<br />
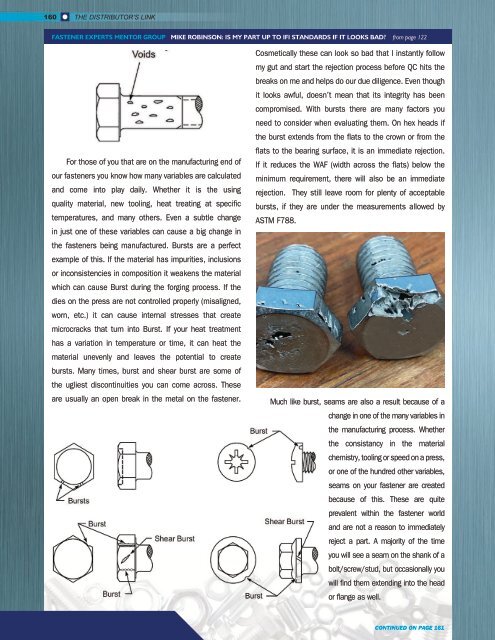
For those of you that are on the manufacturing end of<br />
our fasteners you know how many variables are calculated<br />
and come into play daily. Whether it is the using<br />
quality material, new tooling, heat treating at specific<br />
temperatures, and many others. Even a subtle change<br />
in just one of these variables can cause a big change in<br />
the fasteners being manufactured. Bursts are a perfect<br />
example of this. If the material has impurities, inclusions<br />
or inconsistencies in composition it weakens the material<br />
which can cause Burst during the forging process. If the<br />
dies on the press are not controlled properly (misaligned,<br />
worn, etc.) it can cause internal stresses that create<br />
microcracks that turn into Burst. If your heat treatment<br />
has a variation in temperature or time, it can heat the<br />
material unevenly and leaves the potential to create<br />
bursts. Many times, burst and shear burst are some of<br />
the ugliest discontinuities you can come across. These<br />
are usually an open break in the metal on the fastener.<br />
Cosmetically these can look so bad that I instantly follow<br />
my gut and start the rejection process before QC hits the<br />
breaks on me and helps do our due diligence. Even though<br />
it looks awful, doesn’t mean that its integrity has been<br />
compromised. With bursts there are many factors you<br />
need to consider when evaluating them. On hex heads if<br />
the burst extends from the flats to the crown or from the<br />
flats to the bearing surface, it is an immediate rejection.<br />
If it reduces the WAF (width across the flats) below the<br />
minimum requirement, there will also be an immediate<br />
rejection. They still leave room for plenty of acceptable<br />
bursts, if they are under the measurements allowed by<br />
ASTM F788.<br />
Much like burst, seams are also a result because of a<br />
change in one of the many variables in<br />
the manufacturing process. Whether<br />
the consistancy in the material<br />
chemistry, tooling or speed on a press,<br />
or one of the hundred other variables,<br />
seams on your fastener are created<br />
because of this. These are quite<br />
prevalent within the fastener world<br />
and are not a reason to immediately<br />
reject a part. A majority of the time<br />
you will see a seam on the shank of a<br />
bolt/screw/stud, but occasionally you<br />
will find them extending into the head<br />
or flange as well.<br />
CONTINUED ON PAGE 161













