

WINTER 2024
Distributor's Link Magazine Winter 2024 / Vol 47 No 1
Distributor's Link Magazine Winter 2024 / Vol 47 No 1

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
176<br />
THE DISTRIBUTOR’S LINK<br />
LAURENCE CLAUS HOW FASTENERS ARE MADE - PART 1: COLD HEADING from page 168<br />
As a result, Open Extrusion processes are only able<br />
to give about 30-35% reductions in area. In the second<br />
forward extrusion, the part is entirely confined in the die<br />
before any force is exerted on it. Since it is supported<br />
by this confinement in the tool it can be pushed much<br />
harder and cold headers can achieve 70 to 75%<br />
reductions of area. This is known as a Trapped or Impact<br />
Extrusion (See Figure 8). Finally, when a part is confined<br />
and a pin is shoved into it, the result is that material will<br />
flow backward along the pin. This is known as Reverse<br />
or Backward Extrusion. Reverse Extrusion is how cold<br />
headers can form hollow parts, nuts, and internal drive<br />
recesses (See Figure 9).<br />
FIGURE 7: EXAMPLE OF OPEN EXTRUSION<br />
FIGURE 8: EXAMPLE OF TRAPPED EXTRUSION<br />
FIGURE 10: EXAMPLE OF TRIMMED SQUARE HEAD<br />
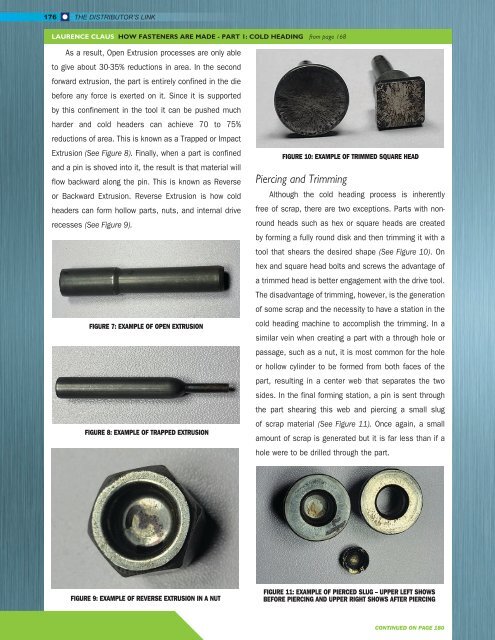
Piercing and Trimming<br />
Although the cold heading process is inherently<br />
free of scrap, there are two exceptions. Parts with nonround<br />
heads such as hex or square heads are created<br />
by forming a fully round disk and then trimming it with a<br />
tool that shears the desired shape (See Figure 10). On<br />
hex and square head bolts and screws the advantage of<br />
a trimmed head is better engagement with the drive tool.<br />
The disadvantage of trimming, however, is the generation<br />
of some scrap and the necessity to have a station in the<br />
cold heading machine to accomplish the trimming. In a<br />
similar vein when creating a part with a through hole or<br />
passage, such as a nut, it is most common for the hole<br />
or hollow cylinder to be formed from both faces of the<br />
part, resulting in a center web that separates the two<br />
sides. In the final forming station, a pin is sent through<br />
the part shearing this web and piercing a small slug<br />
of scrap material (See Figure 11). Once again, a small<br />
amount of scrap is generated but it is far less than if a<br />
hole were to be drilled through the part.<br />
FIGURE 9: EXAMPLE OF REVERSE EXTRUSION IN A NUT<br />
FIGURE 11: EXAMPLE OF PIERCED SLUG – UPPER LEFT SHOWS<br />
BEFORE PIERCING AND UPPER RIGHT SHOWS AFTER PIERCING<br />
CONTINUED ON PAGE 180













