

WINTER 2024
Distributor's Link Magazine Winter 2024 / Vol 47 No 1
Distributor's Link Magazine Winter 2024 / Vol 47 No 1

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
92<br />
THE DISTRIBUTOR’S LINK<br />
LAURENCE CLAUS HOW FASTENERS ARE MADE - PART 1: COLD HEADING from page 10<br />
In many cases a fastener made with one of these<br />
three methods may employ many of the same or similar<br />
subsequent manufacturing steps. Take for example a<br />
socket head cap screw, the threading, heat treating, and<br />
surface finishing may be similar or identical regardless<br />
of the way the blank was formed. The only truly different<br />
manufacturing method is the one employed to create<br />
the blank. Depending on size, material, and quantity all<br />
three of the above methods of manufacturing the blank<br />
are viable, but only one may be best. Therefore, when<br />
addressing this question of how a fastener is made, the<br />
most significant differentiator is which of these three<br />
processes was employed. Although we will touch on<br />
many of the multiple steps to manufacture a fastener,<br />
the primary focus of this series will be to explore these<br />
three primary processes.<br />
Although there are multiple factors that go into<br />
the decision of which process to choose; part size<br />
(diameter), order quantity, and material type are the<br />
primary factors utilized to make a decision. Realistically,<br />
most fasteners consumed in North America are produced<br />
in large quantities in steel and between about #4 (M3)<br />
diameter and ½” (M13) diameter. These are all factors<br />
which favor cold heading, so that it is safe to assert that<br />
of the three different processes, a fastener is most likely<br />
going to be cold headed.<br />
So, what is cold heading? Obviously the introduction<br />
of the word “cold” suggests that temperature is involved.<br />
In fact, that is a good observation although the word<br />
itself may be a little misleading. In simple terms,<br />
“cold” means that there is no specific and purposeful<br />
introduction of heat. In other words, in cold heading<br />
the raw material is introduced into the cold heading<br />
machine at room temperature. In part 2 we will explore<br />
warm and hot heading and see how the addition of heat<br />
changes the formability equation and can be utilized<br />
to manufacture parts that are large diameter or made<br />
of difficult to form material. In Cold Heading, however,<br />
we rely on the ability of the material to form without<br />
additional heat input. In the heading process material is<br />
moved and repositioned to create the desired geometric<br />
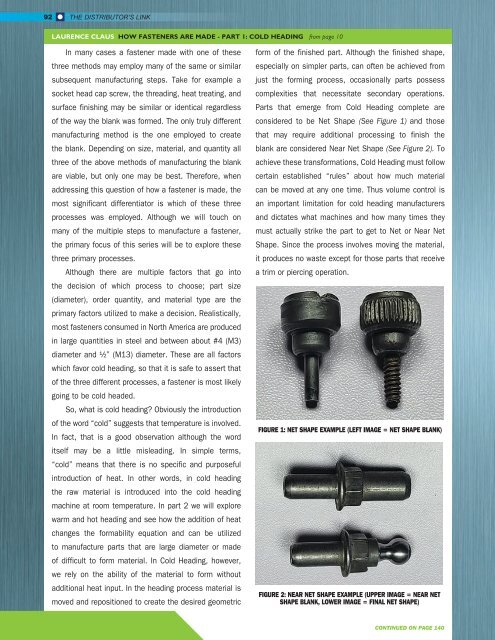
form of the finished part. Although the finished shape,<br />
especially on simpler parts, can often be achieved from<br />
just the forming process, occasionally parts possess<br />
complexities that necessitate secondary operations.<br />
Parts that emerge from Cold Heading complete are<br />
considered to be Net Shape (See Figure 1) and those<br />
that may require additional processing to finish the<br />
blank are considered Near Net Shape (See Figure 2). To<br />
achieve these transformations, Cold Heading must follow<br />
certain established “rules” about how much material<br />
can be moved at any one time. Thus volume control is<br />
an important limitation for cold heading manufacturers<br />
and dictates what machines and how many times they<br />
must actually strike the part to get to Net or Near Net<br />
Shape. Since the process involves moving the material,<br />
it produces no waste except for those parts that receive<br />
a trim or piercing operation.<br />
FIGURE 1: NET SHAPE EXAMPLE (LEFT IMAGE = NET SHAPE BLANK)<br />
FIGURE 2: NEAR NET SHAPE EXAMPLE (UPPER IMAGE = NEAR NET<br />
SHAPE BLANK, LOWER IMAGE = FINAL NET SHAPE)<br />
CONTINUED ON PAGE 140













