

WINTER 2024
Distributor's Link Magazine Winter 2024 / Vol 47 No 1
Distributor's Link Magazine Winter 2024 / Vol 47 No 1

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
182<br />
THE DISTRIBUTOR’S LINK<br />
LAURENCE CLAUS HOW FASTENERS ARE MADE - PART 1: COLD HEADING from page 180<br />
FIGURE 15: EXAMPLE OF BROACHED SLOTS AND FLATS<br />
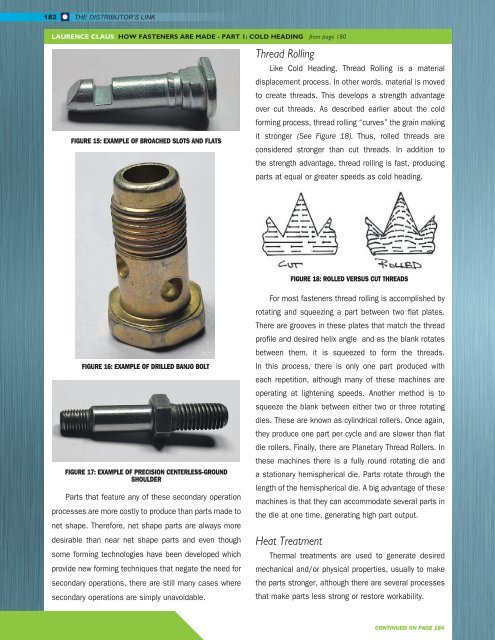
Thread Rolling<br />
Like Cold Heading, Thread Rolling is a material<br />
displacement process. In other words, material is moved<br />
to create threads. This develops a strength advantage<br />
over cut threads. As described earlier about the cold<br />
forming process, thread rolling “curves” the grain making<br />
it stronger (See Figure 18). Thus, rolled threads are<br />
considered stronger than cut threads. In addition to<br />
the strength advantage, thread rolling is fast, producing<br />
parts at equal or greater speeds as cold heading.<br />
FIGURE 18: ROLLED VERSUS CUT THREADS<br />
FIGURE 16: EXAMPLE OF DRILLED BANJO BOLT<br />
FIGURE 17: EXAMPLE OF PRECISION CENTERLESS-GROUND<br />
SHOULDER<br />
Parts that feature any of these secondary operation<br />
processes are more costly to produce than parts made to<br />
net shape. Therefore, net shape parts are always more<br />
desirable than near net shape parts and even though<br />
some forming technologies have been developed which<br />
provide new forming techniques that negate the need for<br />
secondary operations, there are still many cases where<br />
secondary operations are simply unavoidable.<br />
For most fasteners thread rolling is accomplished by<br />
rotating and squeezing a part between two flat plates.<br />
There are grooves in these plates that match the thread<br />
profile and desired helix angle and as the blank rotates<br />
between them, it is squeezed to form the threads.<br />
In this process, there is only one part produced with<br />
each repetition, although many of these machines are<br />
operating at lightening speeds. Another method is to<br />
squeeze the blank between either two or three rotating<br />
dies. These are known as cylindrical rollers. Once again,<br />
they produce one part per cycle and are slower than flat<br />
die rollers. Finally, there are Planetary Thread Rollers. In<br />
these machines there is a fully round rotating die and<br />
a stationary hemispherical die. Parts rotate through the<br />
length of the hemispherical die. A big advantage of these<br />
machines is that they can accommodate several parts in<br />
the die at one time, generating high part output.<br />
Heat Treatment<br />
Thermal treatments are used to generate desired<br />
mechanical and/or physical properties, usually to make<br />
the parts stronger, although there are several processes<br />
that make parts less strong or restore workability.<br />
CONTINUED ON PAGE 184













